Mariom---Welcome!! Glad you're tuned in. Your English is fine.---BRIANHi Brian,
I am quite new to the community and it is the first time I am following your work. You make it look very easy hope I will get near with time. English is a second language for me and sometimes I have to read the same part many times to understand. It is nice you take all that time to post with all the details. Keep going, I will be following.
Mario

You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Brian builds Atkinson Engine
- Thread starter Brian Rupnow
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
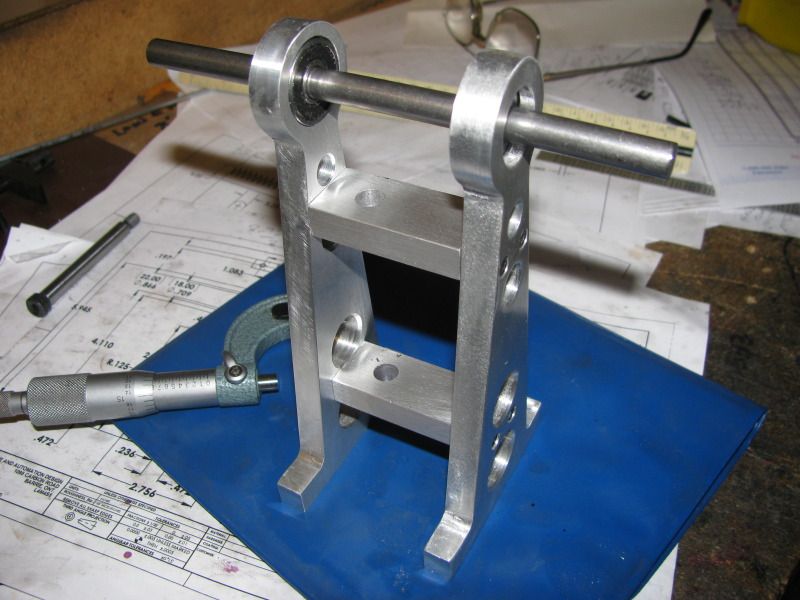
I got up this morning, did a couple of hours of "real work" for one of my longstanding customers, then spent a couple of hours machining the cross bars which fit between the flywheel shaft supports. Now I ABSOLUTELY can not do any more machining untill I tram my mill, an exercise which I am rather dreading, as I have never done it before.
Chuck--I'm so glad you're still here. I was afraid I had lost you. Seagar, its nice to hear from you. This project is interesting, and it keeps opening up new vistas for me in the world of machining.----Brian





$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies



$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies

$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline



$17.90
$24.95
Backyard Building: Treehouses, Sheds, Arbors, Gates, and Other Garden Projects (Countryman Know How)
Amazon.com















$29.95
Competition Engine Building: Advanced Engine Design and Assembly Techniques (Pro Series)
Amazon.com Services LLC




$180.50
$190.00
Genmitsu CNC 3018-PRO Router Kit GRBL Control 3 Axis Plastic Acrylic PCB PVC Wood Carving Milling Engraving Machine, XYZ Working Area 300x180x45mm
SainSmart Official


$25.34
$34.99
Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle | 42PC Wood Sander Set | 2" Hook & Loop Sanding Disc Sandpaper Assortment | 1/4" Mandrel Bowl Sander for Woodturning | Wood Lathe Tools
Peachtree Woodworking Supply Inc




![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC




$89.99
Outdoor Wood Boiler Water Treatment Rust Inhibitor- AmTech 300 & Test Kit
Alternative Heating & Supplies


$45.99
Sunnytech Mini Hot Air Stirling Engine Motor Model Educational Toy Kits Electricity HA001
stirlingtechonline




$519.19
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official






$39.58
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop

")
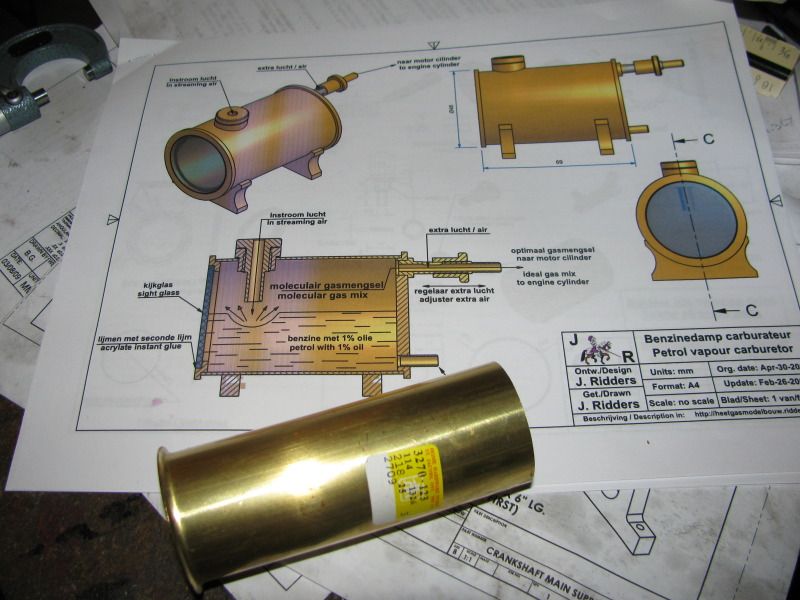
I decided that before I got too carried away with the base, I should complete the gas tank and be sure of the footprint it would require. Jan Ridders calls up for his "Petrol Vapour Carburetor" to be fabricated from 45mm diameter brass tybe, which is roughly 1 3/4" in diameter with a 1mm m(0.039") wall.I decided to cheat a little bit for the sake of economics, so went up to my local hardware store and purchased part of a batheroom sink drain for $7.00. It is only 1.5" diameter, but I will make it a bit longer than the one in Jans plan to compensate for the difference in volume. This part has only a 0.23" thick wall, but as it doesn't have to hold any pressure, I'm sure it will be o.k.
Hi Brian,
I'm new here too. But, I'm sure glad that you have stuck around through the change. You work is amazing to study. I learn so much from reading build threads like yours. Thanks for sharing you talents here.
Todd
I'm new here too. But, I'm sure glad that you have stuck around through the change. You work is amazing to study. I learn so much from reading build threads like yours. Thanks for sharing you talents here.
Todd
Thanks Todd. I do get into some interesting stuff. I'm learning all the time also.---Brian
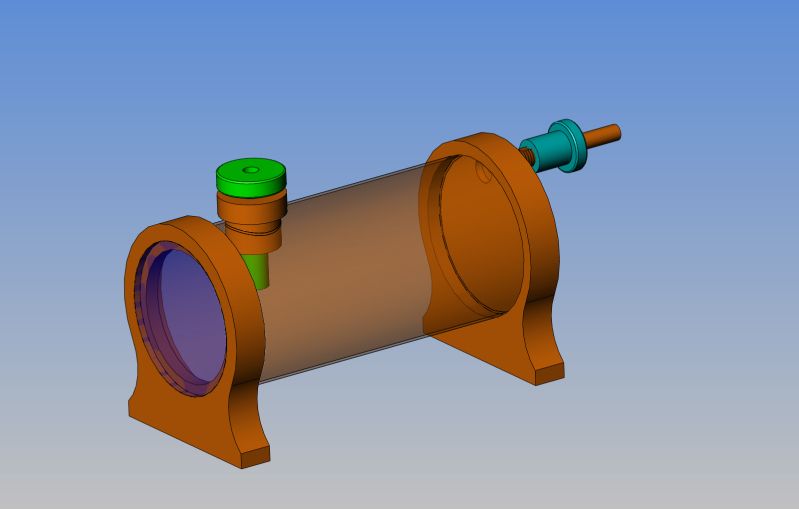
I've had to modify Jan Ridders design a bit, but the operating principle will be the same for the "petrol vapour carburetor'. Unfortunately, I have some real work today, so can't persue my "Play work" any farther untill I make a customer happy----
 .
.
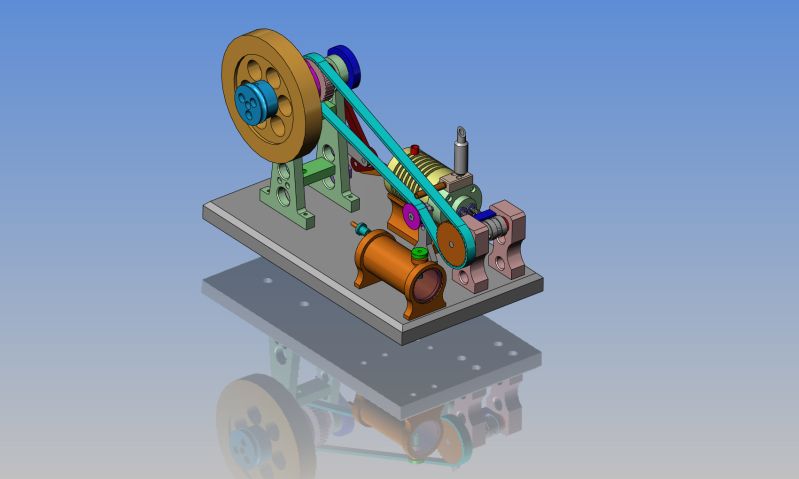
Gas tank situated on base----
This morning I was looking for something simple to make. I decided to forego brass for a change and whittle something out of steel. Now the drawing I have shown is a direct rip off of Jan Ridders drawing. Don't worry----I'm not going to give away the plans to Jans engine-----This one is slightly changed, and there will be more changes as I proceed. After taking a good look at this drawing, (On which I have changed the bores to suit my British Imperial reamers) You will see a small hub stuck out to one side of the main plate. This means that I would have to machine away a lot of steel from a 1/2" plate to end up with a 5/16" thick plate with a hub stuck out to one side. Steel is not one of my favourite things to machine. You will notice that the ONLY critical areas on this whole thing are the diameters of the bores, and the center to center distance between the bores. Everything else is "clearance". Normally, for a big radius like is shown on this part, I would set up my rotary table and mill it in a perfect arc.---However, thats a lot of work, and not really necessary to the function of the part, so I will cut it out on my bandsaw, leaving just enough material to "mill to the line", only instead of using my milling machine and rotary table, I will use my big old vertical belt sander that I built back in my hotrod fabrication years for smoothing the edges of flame cut brackets, and "sand to the line" with a 36 grit belt. I will fabricate the hub as a seperate part and silver solder or mig weld it to the main plate. Then, after the hub is attached, I will clamp it to my mill table with a sacrificial plate underneath it and drill/ream the two holes. I won't use my mill vice for this operation, because the moveable jaw "kicks up" when I clamp something, and the squareness of these holes to the surface of the plate is fairly critical.
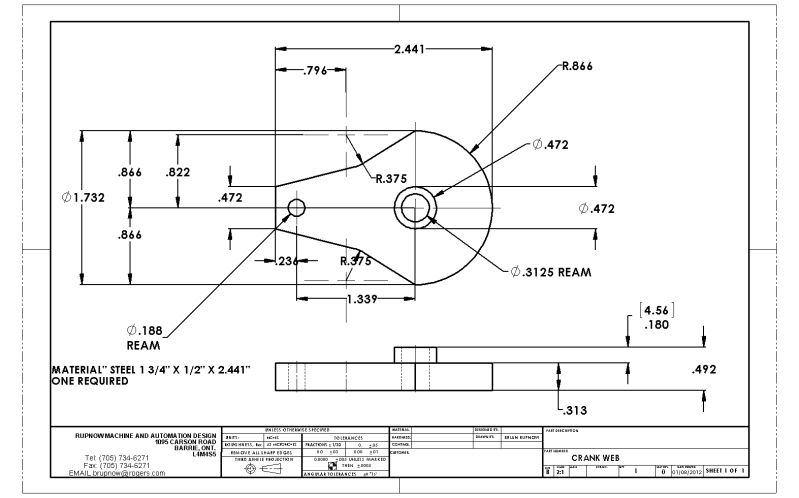
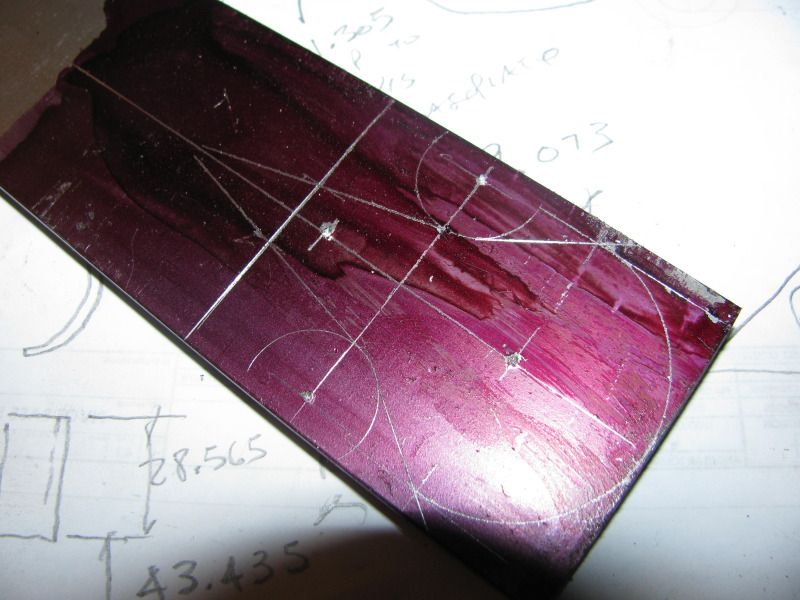
Here we go with some "Step by steps'. All of you senior accomplished machinists can ignore this---mostly its for the Newbees out there. First we start out by laying out the shape of the crank throw as accurately as we can on a peice of 2" x 5/16" cold rolled steel bar, coated with layout dye.
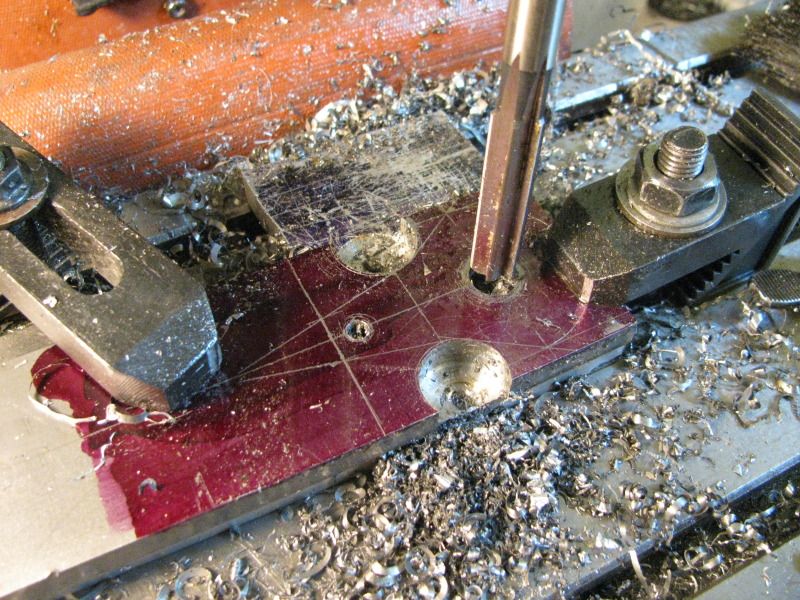
As usually happens, my plan of attack changed a bit---I had to clamp this part to the mill table first, with a sacrificial aluminum part underneath to cut the 3/4" holes which form the inside corner .375" radii. Then I thought while I had it all well secured---Ah, Heck---lets do all the holes---So I did. The 3/16" hole is drilled and reamed. At the other end I drilled and reamed a .437" hole. The "add-on" hub will have a section turned to 7/16" diameter and be drilled and reamed to .312" in the lathe, then press fitted and silver soldered to this crank throw.---By the way--those 3/4" holes which form the inside radii were first drilled through with a 1/4" drill, then enlarged in 1/8" steps with a series of 2 flute end mills, up to the finished diameter of 3/4"..----And Oh yes---I used the dials on the table to move the exact distances required. My punch marks were only there as a guide to keep me from making an error when counting turns of the dials. I have no electronic positioning devices on my mill.
 .
.
Sawed roughly to size on the bandsaw---

Let me introduce you to the "Machinists Friend"!!! I built this about 25 years ago----It has a 2 HP motor on it, and will eat metal as fast as I can push it into the belt!!! It has saved me untold man hours on non critical surfaces.

And here we have a finished part. No muss, no fuss, and very little time invested.

Similar threads
- Replies
- 3
- Views
- 469
- Replies
- 413
- Views
- 65K
- Replies
- 11
- Views
- 1K
- Replies
- 510
- Views
- 73K