James,
The process I use that I was taught to me by David Owen and is in fact on his Owen Mate plans. For the cylinder you make a simple lap and use diamond paste to lap the inside of the bore.
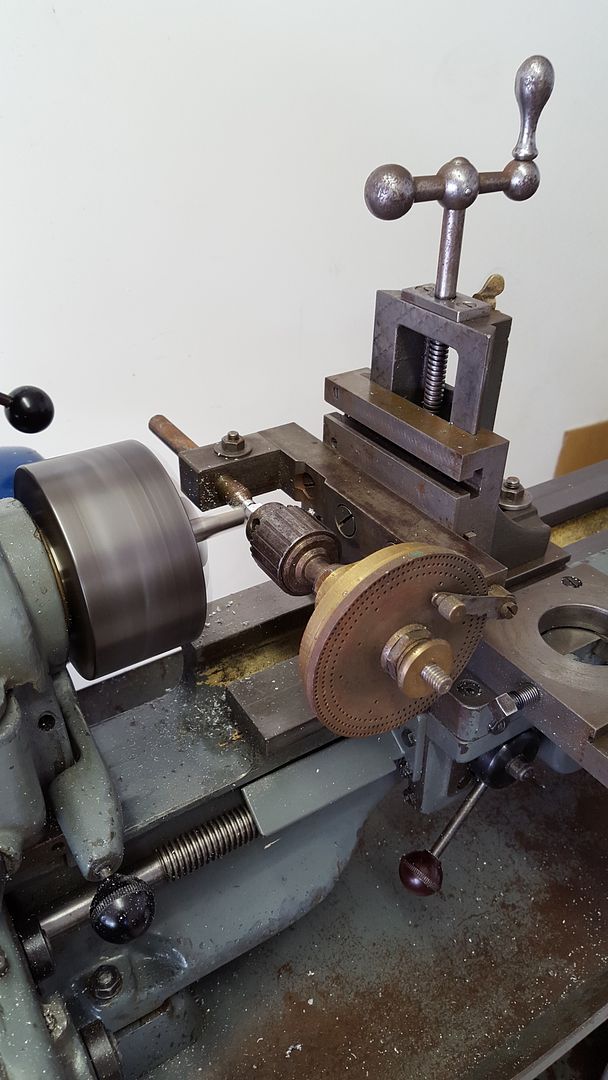
The lap is machined to about a thou undersize then a blind hole is drilled and tapped one end. A hacksaw cut then divides it and a screw or grub screw wound into the tapped hole. Mount the lap in the lathe at a slowish speed and manually run the cylinder up and down with some fine paste on it. Make sure you cover your lathe and everything around it as the paste will work nicely on all the mechanical parts wearing them out super fast ! The deeper you go with the screw the more it expands to lap the inside of the bore to a fine finish and also the internal shape you need which is ever so fine a taper to the top. You are looking to have a 1 or 2 tenths of a thou taper at the top from the ports - to actually pinch the piston tight there, but not so tight at the bottom of the stroke.
I then - until recently - (I bought a internal bore gauge) used that lap to measure the internal diameter of the bore and to make the piston to that size. By expanding or contracting the screw you can get an extremely accurate feel as to the taper and size that way. Make sure you scrupulously clean the lap first though - I use carby cleaner. It is a good idea to buy a sonic cleaner - they aren't expensive and do a remarkable job of cleaning with degreaser as the fluid.
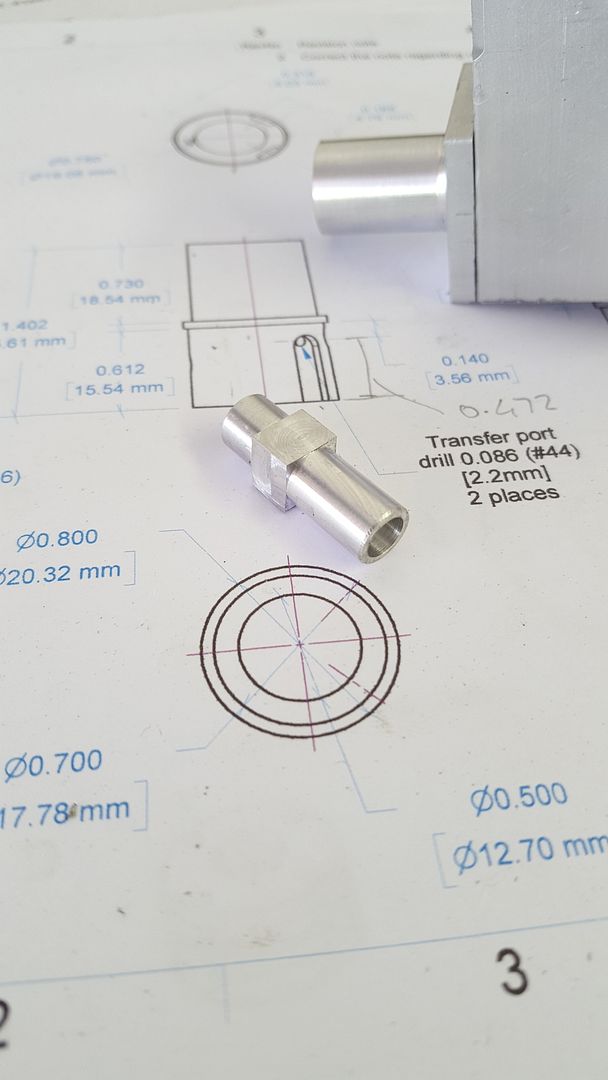
I then make the piston exactly to the top of the bore size plus a zillionth - First I make it about 1/2 a thou oversize then use a flat (a ruler works well) with some fine wet and dry to linish the piston down to a size. All pistons have an internal hole and I have found making a scrap piece of alloy rod that size and pushing the piston on has enough holding power to be able to do this. No superglue etc needed. When I get very close I then make the gudgeon pin holes which will put the piston slightly out of shape and again using the wet and dry against a flat linish the piston exact. Sometimes the gudgeon will force the piston a bit out of shape again so I install it through the scrap alloy mounting rod noting ever so carefully which way it went in and forever that is the way it goes in and out.
The aim is to have the piston so tight at the top of the stroke it squeaks - and most times it will only go 3/4 way up the bore when first assembled. A bit of oil and turning back and forth with a propeller usually beds it all together. Occasionally I have made it too tight and have to disassemble and linish the piston a bit more, better this than to have the piston too slack. It is truly amazing how tight a piston can be in the bore yet the engine will start and run beautifully - and the secret of a good diesel is good compression.
I know this sounds complicated - but really it isn't, and I can tell you it sure beats making several piston/cylinder combos in the hope that one will work !
Keep up the great work .... Ed
The process I use that I was taught to me by David Owen and is in fact on his Owen Mate plans. For the cylinder you make a simple lap and use diamond paste to lap the inside of the bore.
The lap is machined to about a thou undersize then a blind hole is drilled and tapped one end. A hacksaw cut then divides it and a screw or grub screw wound into the tapped hole. Mount the lap in the lathe at a slowish speed and manually run the cylinder up and down with some fine paste on it. Make sure you cover your lathe and everything around it as the paste will work nicely on all the mechanical parts wearing them out super fast ! The deeper you go with the screw the more it expands to lap the inside of the bore to a fine finish and also the internal shape you need which is ever so fine a taper to the top. You are looking to have a 1 or 2 tenths of a thou taper at the top from the ports - to actually pinch the piston tight there, but not so tight at the bottom of the stroke.
I then - until recently - (I bought a internal bore gauge) used that lap to measure the internal diameter of the bore and to make the piston to that size. By expanding or contracting the screw you can get an extremely accurate feel as to the taper and size that way. Make sure you scrupulously clean the lap first though - I use carby cleaner. It is a good idea to buy a sonic cleaner - they aren't expensive and do a remarkable job of cleaning with degreaser as the fluid.
I then make the piston exactly to the top of the bore size plus a zillionth - First I make it about 1/2 a thou oversize then use a flat (a ruler works well) with some fine wet and dry to linish the piston down to a size. All pistons have an internal hole and I have found making a scrap piece of alloy rod that size and pushing the piston on has enough holding power to be able to do this. No superglue etc needed. When I get very close I then make the gudgeon pin holes which will put the piston slightly out of shape and again using the wet and dry against a flat linish the piston exact. Sometimes the gudgeon will force the piston a bit out of shape again so I install it through the scrap alloy mounting rod noting ever so carefully which way it went in and forever that is the way it goes in and out.
The aim is to have the piston so tight at the top of the stroke it squeaks - and most times it will only go 3/4 way up the bore when first assembled. A bit of oil and turning back and forth with a propeller usually beds it all together. Occasionally I have made it too tight and have to disassemble and linish the piston a bit more, better this than to have the piston too slack. It is truly amazing how tight a piston can be in the bore yet the engine will start and run beautifully - and the secret of a good diesel is good compression.
I know this sounds complicated - but really it isn't, and I can tell you it sure beats making several piston/cylinder combos in the hope that one will work !
Keep up the great work .... Ed






































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)







![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)