Hello Rich,
I imagine that you could make a holder for your inserts that would work for some external threading applications. However, I think it would be difficult to use them on a shop made holder for internal threading. The difficulty will be in achieving the proper clearance or relief without modifying (grinding) the insert. Also, depending upon the size of the insert circle, you may be limited on how close you could thread up to a shoulder. Your threads would also have a radiused root, which isn't a problem as that is what the Unified Thread Form utilizes, but the numbers from the formulas are out the window. You would basically be cutting every thread by the seat of your pants, without any reference. Just use the mating part to check the fit by making the male thread first and using it to check the internal thread. If you can measure the external thread with wires, you can calculate the pitch diameter and control the size, in effect making your part the gage.
Your best bet is to grind some threading tools from High Speed Steel (HSS). For your Myford, a 5/16" square blank would be a good choice for your external bit and if you don't have a boring bar with the ability to use a smaller HSS bit, you could grind one out of a new 3/8" or larger blank. I took some photos of some of my threading tools for reference.
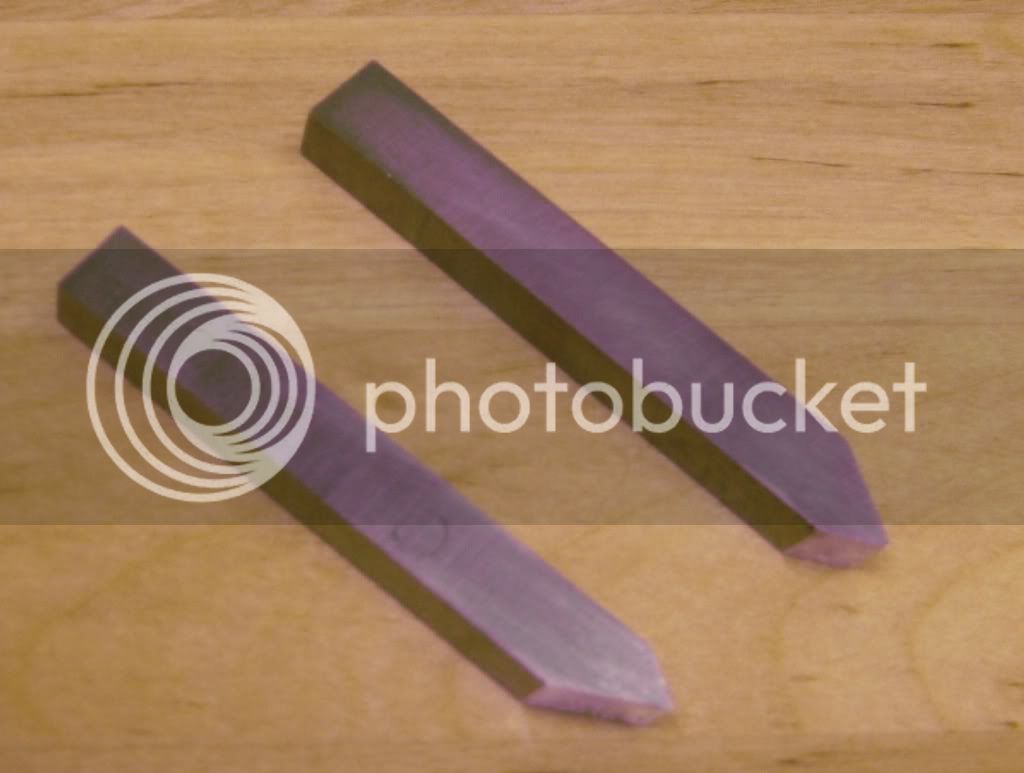
The first shows a pair of 5/16" square external threading tools that I use on my Myford. These have the point offset 1/8" from the leading edge and the one on top is for RH threading toward the headstock and the one on the bottom is for LH threading toward the tailstock.
Another view.
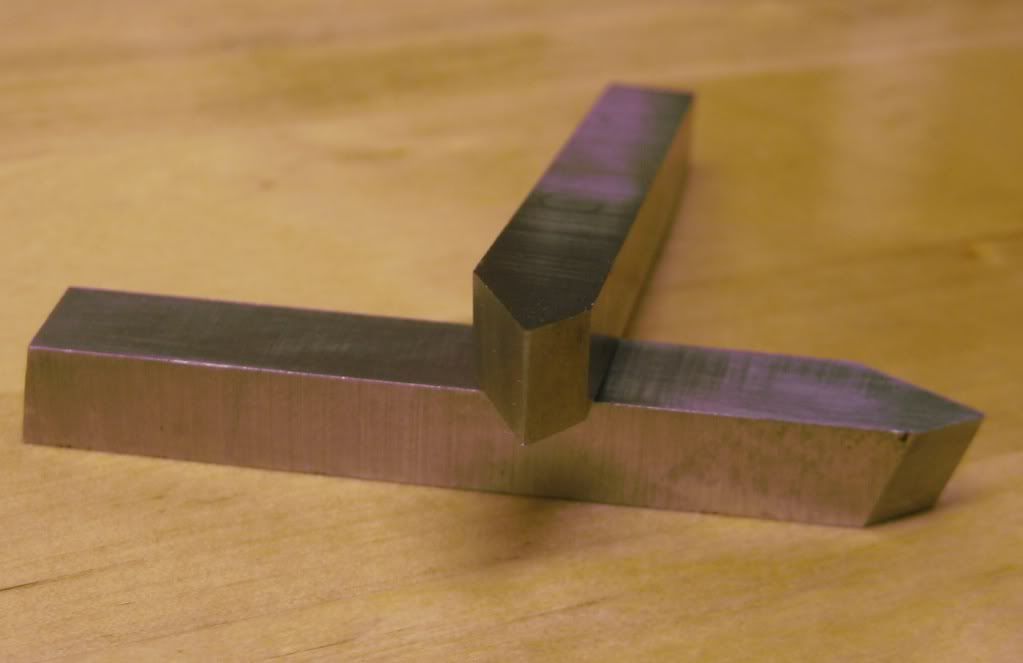
Next one illustrates the relief angles and the flat.
Flat closer view.
Internal Threading tools.
Bottom view
Bottom view.
Top view.
Top view.
The round shank tool on the bottom that is discolored was made out of drill rod or silver steel and then heat treated in the shop. It was made to thread up to a shoulder in a blind hole. I roughed it out in the lathe by eccentric turning in a four-jaw chuck and finished it by milling and finally filing prior to heat treatment. It worked great and I have used this technique for making several other threading and grooving tools. Works great for ACME threading tools. As long as you remember it is plain carbon tool steel and use the appropriate cutting speed, they hold up well.
I found out taking pictures of HSS tools is not easy. I hope you can see some of the detail.
I am pushing my luck here as far as timing out, so look these over and maybe it will give you some ideas.
Regards,
Mike






























![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)