With respect to Tap and Die: for External threads is steel, max and min, what diameter to start with, Major Diameter or Pitch Diameter for say, 1”-32 UN ? Thanks.Rainbowtronics in Germany can make an Electronic Ignition based on a Hall Effect and there’s a guy in UK who can do a coil system for the spark…. What did you use?
Back to the above: the break terminology was confusing to me. And what makes the Magneto itself spark at the correct time?

You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Aluminum sand casting for Chenery Gnome Rotary
- Thread starter albd5a
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
Jason or Richard, when cutting threads by way of single point threading, do you first start by cutting a groove at the starting point? Without a groove, it seems that the cutting tool will not get a proper bite, especially with steel… Without starting in a groove, also, it is taking a really long time for me to drill or cut holes through the steel for the steel cylinder liners. It’s taking hours to cut a 0.900… hole. Do you guys ever use drillbits in consecutive sizes or sharp for fluted End cutters?Yes I run the lathe in reverse which means you can go at several 100rpm and not have to react quickly to stop the feed. Best with a bolt on chuck rather than a screw on.
Pitch is 0.75mm x 21mm diameter so not far off your 32tpi. in free cutting steel.
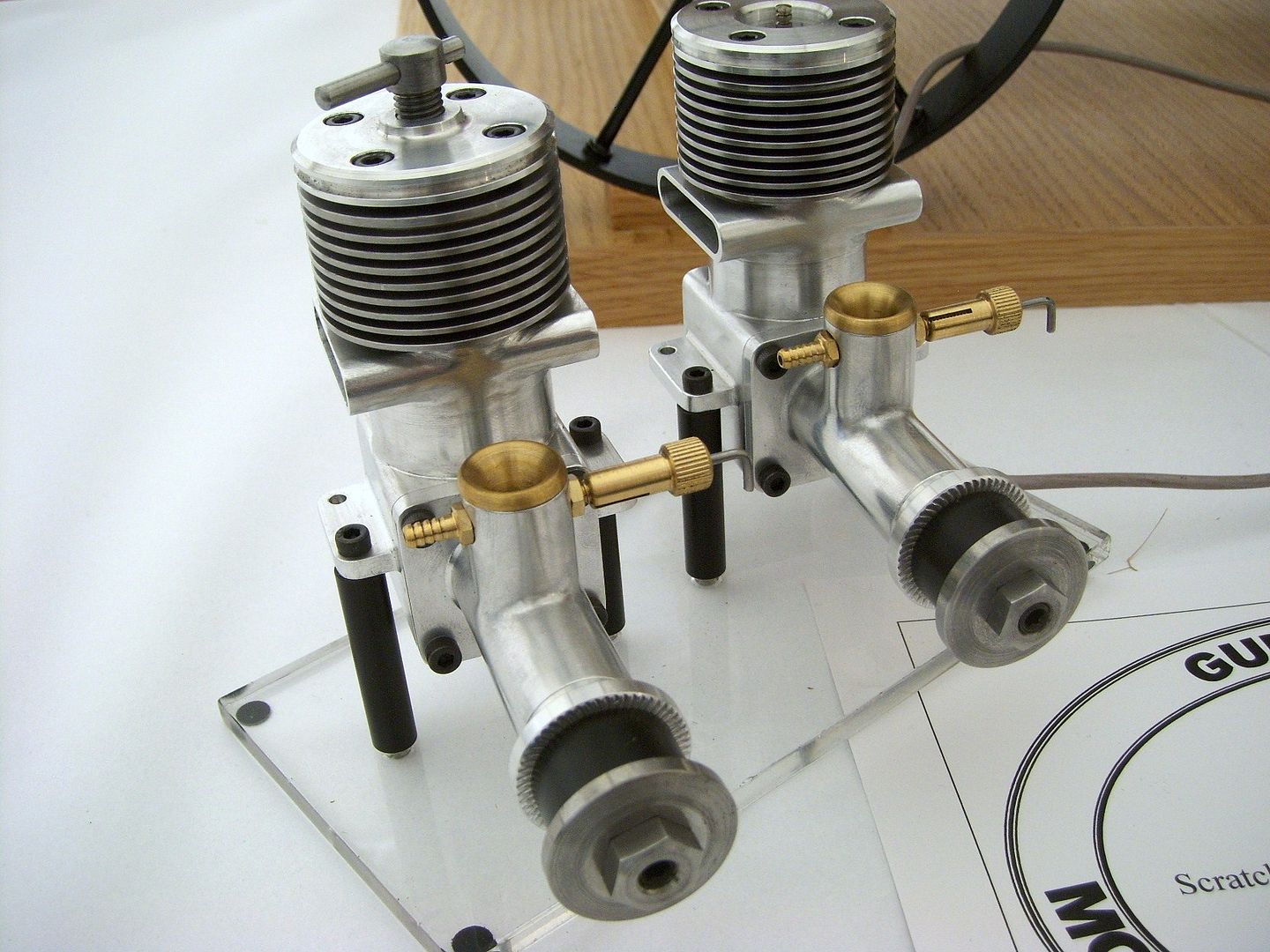
It's one of two engines Glow & diesel scaled up from 3.5cc drawings to 5cc, crankcases and front ends cut from solid, saves all that mucking about with castings

No groove at the start, I usually relieve the end point of a thread if it’s up against a shoulder. With a suitable tool, the thread should start from the open end without trouble. I use a light cut to get going - maybe a 10 thou cut for starters - and finish with a couple of passes at the same setting. I’ve just made a special chuck to fit the Chenery cylinders onto the nose of my Myford S7 so that I can complete the transfer ports more easily. I’ll photograph it in a day or so so you can see what it does but the thread and register for the Myford spindle are all cut from a bored hole in the blank.
For the cylinders, I used a ¼” twist drill, followed by a ½” twist drill followed by a TCT boring bar to get close to the bore size. I then used a ¾” reamer to finish the bores. I know it’s not sized according to drawing, but I’m making the pistons to fit the bores so no matter.
I’m still a bit confused if you start at the open end, wouldn’t that mean you were going right to left as normal rather than the reverse threading? Or is the open end at the relief that you are mentioning? Thanks, Norman.No groove at the start, I usually relieve the end point of a thread if it’s up against a shoulder. With a suitable tool, the thread should start from the open end without trouble. I use a light cut to get going - maybe a 10 thou cut for starters - and finish with a couple of passes at the same setting. I’ve just made a special chuck to fit the Chenery cylinders onto the nose of my Myford S7 so that I can complete the transfer ports more easily. I’ll photograph it in a day or so so you can see what it does but the thread and register for the Myford spindle are all cut from a bored hole in the blank.
This is pretty much the order that I am going in also. Actually, I may have an additional drillbit size in between there. I am not using a reamer though; at least not yet. Turns out I will probably be making my pistons to fit these sleeves also. Still taking me a lot of time to drill/bore these holes in the steel. Maybe my steel is harder and I know that is one click above a toy. it’s a harbor freight 7 x 12” mini. Has no balls at all.For the cylinders, I used a ¼” twist drill, followed by a ½” twist drill followed by a TCT boring bar to get close to the bore size. I then used a ¾” reamer to finish the bores. I know it’s not sized according to drawing, but I’m making the pistons to fit the bores so no matter.

$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies
![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC


$19.15
$29.95
Competition Engine Building: Advanced Engine Design and Assembly Techniques (Pro Series)
MBC Inc.















$37.38
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop








$599.00
$649.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official






![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)









$49.95
$55.99
DjuiinoStar Hot Air Stirling Engine Assembly Kit: Spend 30 Minutes to Build Your Own Stirling Engine
djuiinostar






$45.99
Sunnytech Mini Hot Air Stirling Engine Motor Model Educational Toy Kits Electricity HA001
stirlingtechonline


$26.89
$34.99
Peachtree Woodworking Supply Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle, 42 Pieces Wood Sander Set, 2 Hook & Loop Sanding Disc Sandpaper Assortment, 1/4 Mandrel Bowl Sander
Peachtree Woodworking Supply Inc






(Also, a tapered or straight Reamer?)I’m still a bit confused if you start at the open end, wouldn’t that mean you were going right to left as normal rather than the reverse threading? Or is the open end at the relief that you are mentioning? Thanks, Norman.
If doing the external thread towards the chuck just leave the end facing the tailstock untouched, but a runout groove before the shoulder. Same if cutting away from the chuck.
I'd drill to 20mm working up the sizes say 6, 12, 16 & 20 but your lathe may not be upto it
I don't ream bores but if I did then use a straight machine or chucking reamer not a tapered hand reamer.
I'd drill to 20mm working up the sizes say 6, 12, 16 & 20 but your lathe may not be upto it
I don't ream bores but if I did then use a straight machine or chucking reamer not a tapered hand reamer.
I am thinking about an expanding reamer…. I am just over 0.75” bore now ( by mistake). How deep for runout groove? THANKS for your valuable help.If doing the external thread towards the chuck just leave the end facing the tailstock untouched, but a runout groove before the shoulder. Same if cutting away from the chuck.
I'd drill to 20mm working up the sizes say 6, 12, 16 & 20 but your lathe may not be upto it
I don't ream bores but if I did then use a straight machine or chucking reamer not a tapered hand reamer.
Expanding reamer - don't use it. It will cut all sorts of sizes except the one you have set it to. I used a machine reamer because I have one and with lots of suds it leaves a decent finish to the size I expect. I'll still hone the bores before I run the engine though.
What is meant by the: “ (20 INCL) “ under the .75” DIA? There’s no taper here- I hope. Also, for the .918” Outside DIA x 32 TPI, what is a good Minor diameter here? ( which is more important ).Expanding reamer - don't use it. It will cut all sorts of sizes except the one you have set it to. I used a machine reamer because I have one and with lots of suds it leaves a decent finish to the size I expect. I'll still hone the bores before I run the engine though.
Attachments



I figured out where the 20 INCL came from: …What is meant by the: “ (20 INCL) “ under the .75” DIA? There’s no taper here- I hope. Also, for the .918” Outside DIA x 32 TPI, what is a good Minor diameter here? ( which is more important ).
Attachments


Is this an answer, 0.9037” ?I figured out where the 20 INCL came from: …
Attachments

My form cutter is still not cutting enough even after using my mill instead of just a hacksaw, file and sharpening stones. Only thing I can think of now is that I did not use tooling steel.Is this an answer, 0.9037” ?
Attachments

You are going to need to make it from Drill rod and then harden it (possibly temper too)
Though I'd be cutting those tapers with a small boring bar and the topslide set over 10deg
As for minor diameter your depth of cut it will depend on the form of your thread cutting tool, particularly the tip radius. Cut a practice thread in some spare material and note the depth. Runout groove a thou or so deeper as you don't have a lot of wall thickness to play with.
Though I'd be cutting those tapers with a small boring bar and the topslide set over 10deg
As for minor diameter your depth of cut it will depend on the form of your thread cutting tool, particularly the tip radius. Cut a practice thread in some spare material and note the depth. Runout groove a thou or so deeper as you don't have a lot of wall thickness to play with.
At this rate, with this tool form, not cutting ( may have made the machine screw shank too light; could be flexing? … )The boring bar idea does seem nearly impossible, though very tight and not much room to get the complete taper without bottoming out with the rest of the material beyond the taper Also, what do you mean by the top slide over 10°?You are going to need to make it from Drill rod and then harden it (possibly temper too)
Though I'd be cutting those tapers with a small boring bar and the topslide set over 10deg
As for minor diameter your depth of cut it will depend on the form of your thread cutting tool, particularly the tip radius. Cut a practice thread in some spare material and note the depth. Runout groove a thou or so deeper as you don't have a lot of wall thickness to play with.
I was surprised; I was able to get a small boring bar in there with a compound angle and another angle so that the boring bar would clear the length of the piece… I should fabricate a better boring bar and yes, it is very small so I’m not crazy about the flexing that I get. Thanks for that advice. I didn’t think it would work, but you were right. However, my surface is rough because it was kind of a threading cutter boring bar that I used so it’s kind of ribbed or not smooth. So then I went over it with my form tool , and it helped smooth it down a little. I am now left with a small shoulder which protrudes or is proud of the inside steel sleeve perhaps the piston head can accommodate this shoulder…?At this rate, with this tool form, not cutting ( may have made the machine screw shank too light; could be flexing? … )The boring bar idea does seem nearly impossible, though very tight and not much room to get the complete taper without bottoming out with the rest of the material beyond the taper Also, what do you mean by the top slide over 10°?
Attachments





Again, yes, the boring bar worked, but the surface finish was extremely poor. My cutter, that I fabricated, does not cut effectively enough. I need help with the small, 1 mm, shoulder in the aluminum at the bottom of this tapered bevel (squish band ), I believe from the drawings, plans, that there should be no shoulder here. It should be a smooth transition from the bottom of this taper to the inner wall of the steel cylinder liner. So, with this description in mind, do I need to remove this shoulder and make it, confluent with the bevel or taper? I have a commercially purchased counters, sync type of cutter; it’s not the exact taper, but it will probably create a new one and eliminate this existing shoulder. What do you think?I was surprised; I was able to get a small boring bar in there with a compound angle and another angle so that the boring bar would clear the length of the piece… I should fabricate a better boring bar and yes, it is very small so I’m not crazy about the flexing that I get. Thanks for that advice. I didn’t think it would work, but you were right. However, my surface is rough because it was kind of a threading cutter boring bar that I used so it’s kind of ribbed or not smooth. So then I went over it with my form tool , and it helped smooth it down a little. I am now left with a small shoulder which protrudes or is proud of the inside steel sleeve perhaps the piston head can accommodate this shoulder…?
Attachments




I'd sort your boring bar and do some practice cuts on scrap until you get it right
Makes sense. I will do that. I am starting to think that this ‘shoulder’ inside should be there? The piston seems to have a shoulder on it….I'd sort your boring bar and do some practice cuts on scrap until you get it right
Similar threads
- Replies
- 3
- Views
- 837
- Replies
- 3
- Views
- 1K
- Replies
- 23
- Views
- 7K