Thanks George, I will settle for standard.
Welcome aboard Vince")
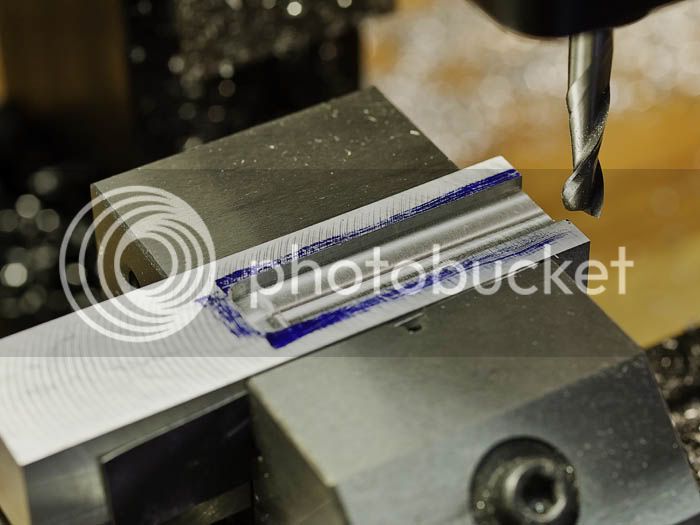
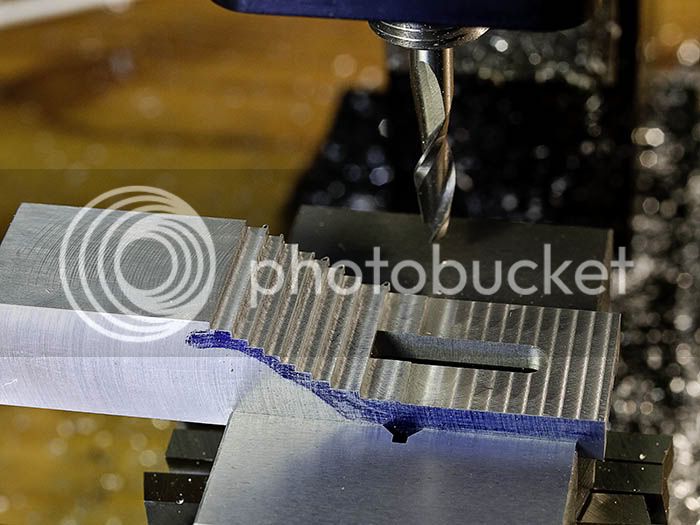
Had a good day in the workshop so have some pictures to share. A piece was cut from 25mm aluminium plate and squared up to the external dimensions using a flycutter. The part was milled to length and then shaping started. First operation was to mill the guide slot for the cross head. The cutter is 1/4" solid carbide designed for plastic but does a great job on aluminium. The cutter is made by Onsrud.
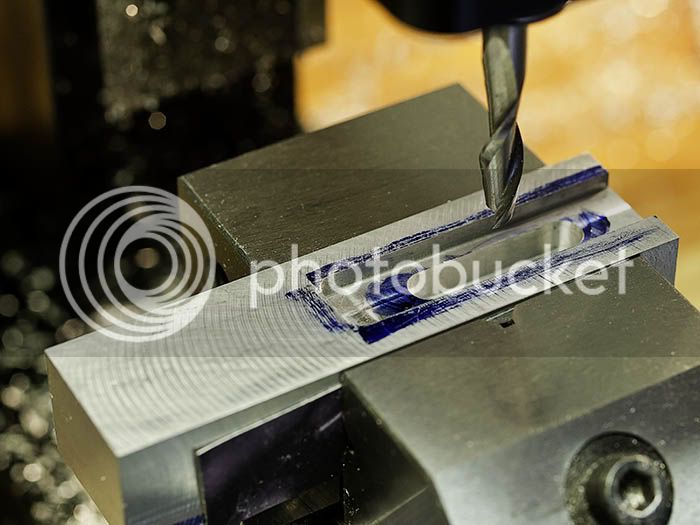
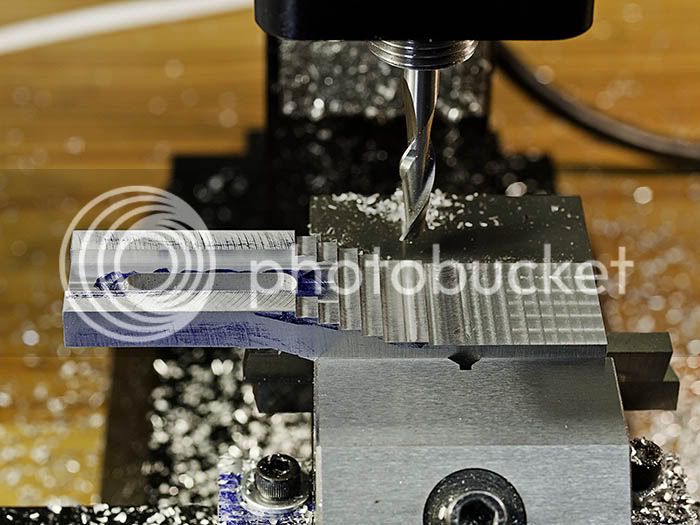
Next a slot was milled to clear the cross head boss.
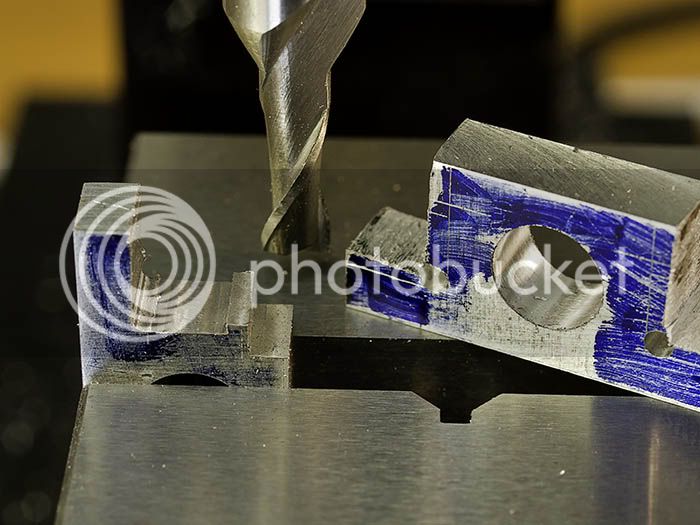
To ease the strain of milling on my little machine the excess waste was removed using a bandsaw. For aluminium of this thickness I use a 3 TPI wood blade.

The rest of the material was milled away in steps followed by a few angled cuts.
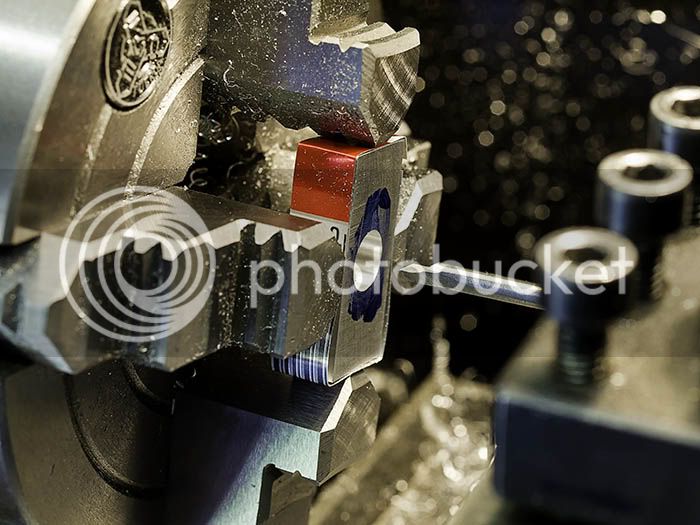
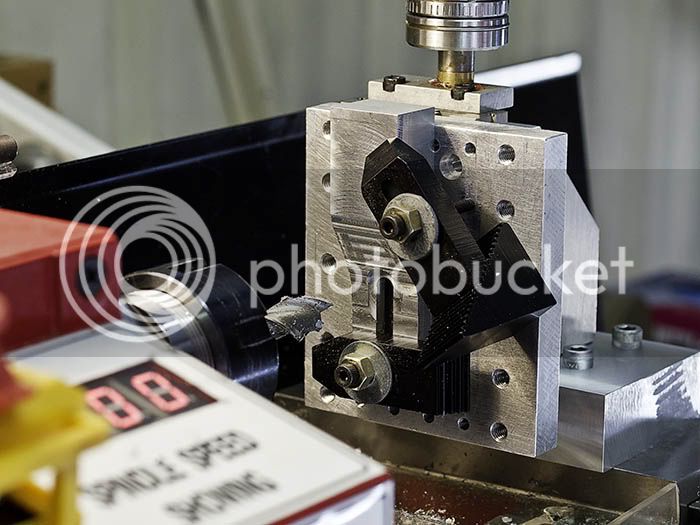
The cross head has a retaining washer that needs a 12mm diameter clearance milled, too big for the Sherline. The lathe was switched to mill mode, 45 minutes of setup for 3 minutes machining!
So that was the day gone but the part well begun. The final shot is a mock up with the parts to date. More tomorrow with a little luck.

Jan
Welcome aboard Vince
Had a good day in the workshop so have some pictures to share. A piece was cut from 25mm aluminium plate and squared up to the external dimensions using a flycutter. The part was milled to length and then shaping started. First operation was to mill the guide slot for the cross head. The cutter is 1/4" solid carbide designed for plastic but does a great job on aluminium. The cutter is made by Onsrud.
Next a slot was milled to clear the cross head boss.
To ease the strain of milling on my little machine the excess waste was removed using a bandsaw. For aluminium of this thickness I use a 3 TPI wood blade.
The rest of the material was milled away in steps followed by a few angled cuts.
The cross head has a retaining washer that needs a 12mm diameter clearance milled, too big for the Sherline. The lathe was switched to mill mode, 45 minutes of setup for 3 minutes machining!
So that was the day gone but the part well begun. The final shot is a mock up with the parts to date. More tomorrow with a little luck.
Jan





![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)











































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)