Hi
Long time no see. I have had some domestic duties to attend to and had a 1 week holiday in New York, fabulous ;D ;D
Anyway today was fathers day so I was allowed out to play for a while.
The valve chaest wa parted from its parent material leaving enough spare.

Set up and faced in the 4 jaw.

In the mill I used a laser centre finder to locate the centre then lightly centre drilled.

Back in the lathe I set it up accurately with a spring loaded centre and a dial guage.

Then turned the spiggot (the bit that is the guide for the slide valve rod.

Then using a ball turner to round over the end. This is the first time I have used the ball turner on a job.


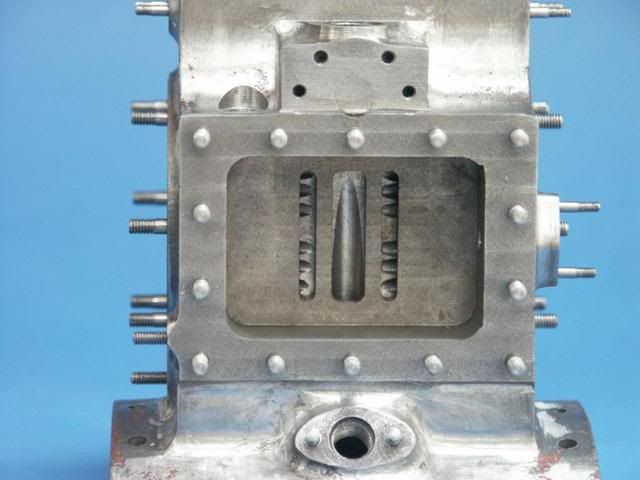
The valve chest was used to mark the position of the first stud hole which was then drilled and tapped 7 BA. I'm using 3/32 stainless steel for the studs which takes a 7 BA thread easily. I have a stock of 7 BA brass nuts. I made up a couple of studs to keep the valve chest in position. The valv chest was placed over the first stud and held while the second hole was drilled and tapped. Once 2 studs were in I could drill and tap the remaining holes using the valve chest as a guide.



I made up 10 studs which are slightly over long at the moment but will be trimmed on final assembly.

The studs fitted and the valve chest tried for fit. Its just a touch tight at the moment and won't quite go on but the holes in the valve chest were drilled 3/32 so will stand having a clearance size drill run through.


Sat on the boiler.

Cheers
Rich
Long time no see. I have had some domestic duties to attend to and had a 1 week holiday in New York, fabulous ;D ;D
Anyway today was fathers day so I was allowed out to play for a while.
The valve chaest wa parted from its parent material leaving enough spare.
Set up and faced in the 4 jaw.
In the mill I used a laser centre finder to locate the centre then lightly centre drilled.
Back in the lathe I set it up accurately with a spring loaded centre and a dial guage.
Then turned the spiggot (the bit that is the guide for the slide valve rod.
Then using a ball turner to round over the end. This is the first time I have used the ball turner on a job.
The valve chest was used to mark the position of the first stud hole which was then drilled and tapped 7 BA. I'm using 3/32 stainless steel for the studs which takes a 7 BA thread easily. I have a stock of 7 BA brass nuts. I made up a couple of studs to keep the valve chest in position. The valv chest was placed over the first stud and held while the second hole was drilled and tapped. Once 2 studs were in I could drill and tap the remaining holes using the valve chest as a guide.
I made up 10 studs which are slightly over long at the moment but will be trimmed on final assembly.
The studs fitted and the valve chest tried for fit. Its just a touch tight at the moment and won't quite go on but the holes in the valve chest were drilled 3/32 so will stand having a clearance size drill run through.
Sat on the boiler.
Cheers
Rich
")



































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)