sunworksco
Rocket Man
- Joined
- Nov 20, 2010
- Messages
- 242
- Reaction score
- 13
I need help in how to go about having some 260 brass that is 1/8" thickness x 1/4" width flat rings cut from a 12" x 12" plate.
The rings will be 10-1/4" OD and progressively smaller.
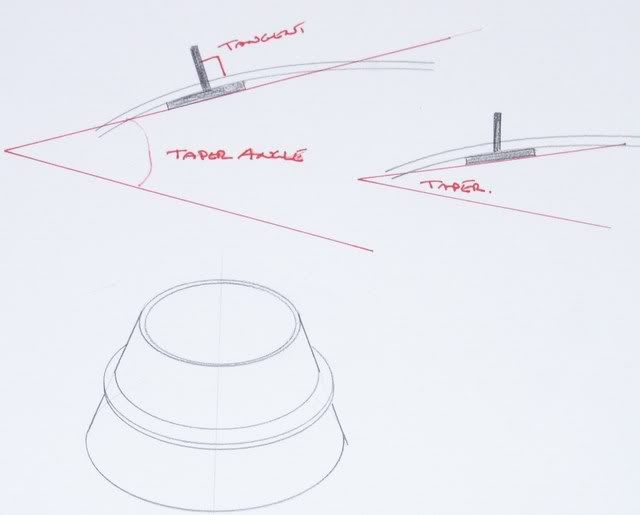
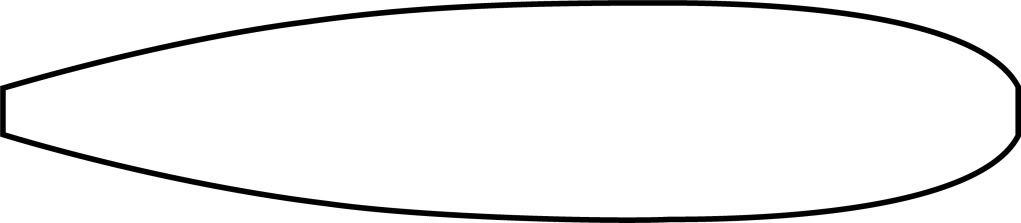
I am metal spinning a torpedo hull that is 47" length and will have 5 sections.
The rings are for sectioning the hull together in one piece by silver-soldering the rings in between the sections.
Is it possible to machine the outer edge of the brass rings as to create a shoulder to create a bridge between the spun brass sections? This could index the sections together for better alignment.
Regards,
Giovanni
The rings will be 10-1/4" OD and progressively smaller.
I am metal spinning a torpedo hull that is 47" length and will have 5 sections.
The rings are for sectioning the hull together in one piece by silver-soldering the rings in between the sections.
Is it possible to machine the outer edge of the brass rings as to create a shoulder to create a bridge between the spun brass sections? This could index the sections together for better alignment.
Regards,
Giovanni







![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)





















































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)