




hammers-n-nails
Well-Known Member
- Joined
- Mar 22, 2009
- Messages
- 206
- Reaction score
- 0
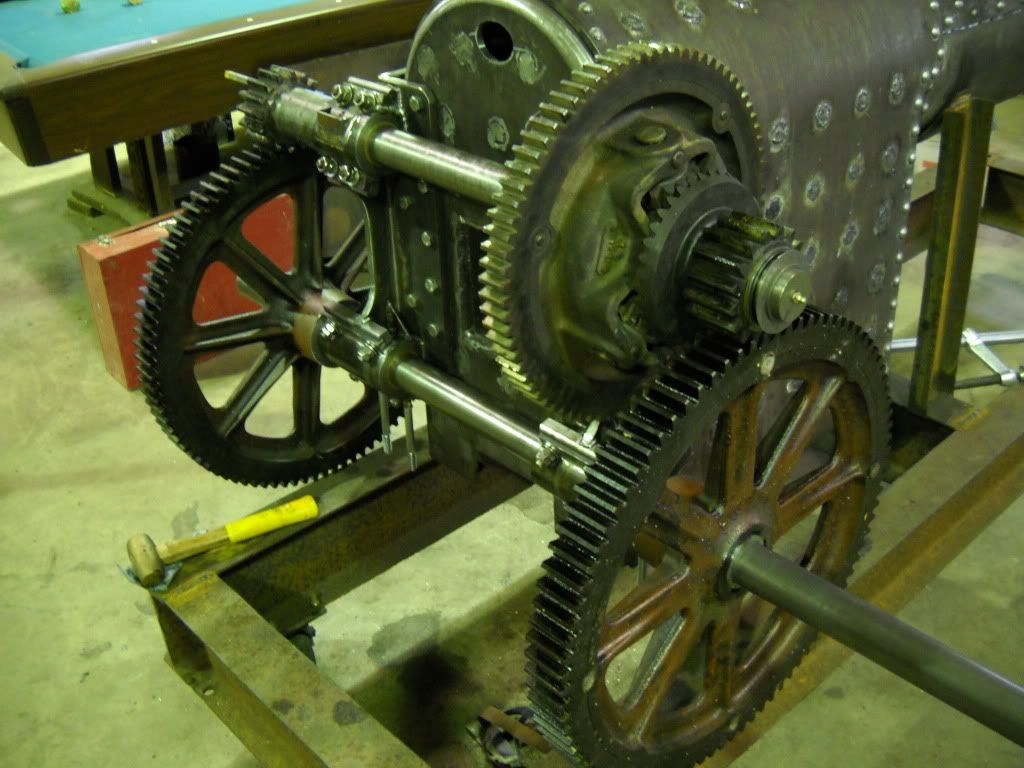
some new pics of the progress, nothing really noticable or notable, its pretty slow going at this stage.




the boiler of course, there are going to be 17, 1 1/2"d x about 42" fire tubes, i think the fake rivits are going to look good.
notice the way he has it riged up with the saddle and the worm gear on the front so he can rotate it easily, its alot safer and easier than doing it by hand for sure

the hand hole covers



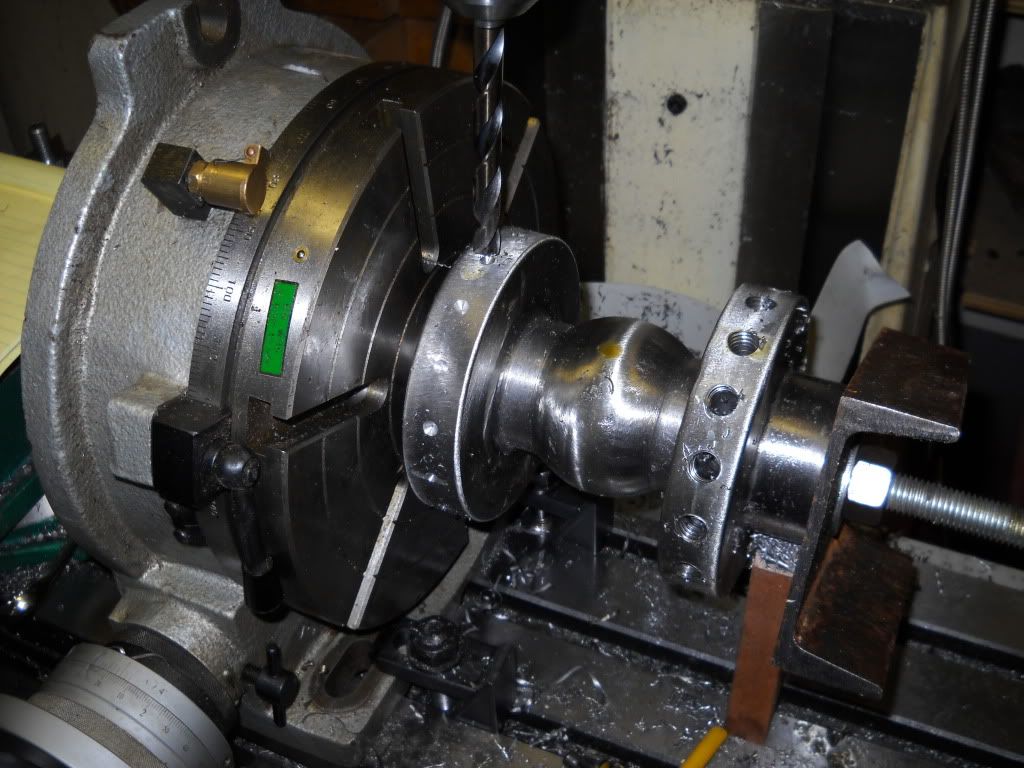
ive got the pedistal and axle support are getting real close, getting a nice smooth radius in all those tight corners is a real PITA, but if it was easy women and children would be doing it as they say. i might be trying to make it too good and making it alot harder than it has to be, i dont know.
well thats all for now, hopefully this will get more intresting as we get farther into it.
the boiler of course, there are going to be 17, 1 1/2"d x about 42" fire tubes, i think the fake rivits are going to look good.
notice the way he has it riged up with the saddle and the worm gear on the front so he can rotate it easily, its alot safer and easier than doing it by hand for sure
the hand hole covers
ive got the pedistal and axle support are getting real close, getting a nice smooth radius in all those tight corners is a real PITA, but if it was easy women and children would be doing it as they say. i might be trying to make it too good and making it alot harder than it has to be, i dont know.
well thats all for now, hopefully this will get more intresting as we get farther into it.






















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)

































































