
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Whittle Aero V8 WIP
- Thread starter cobra428
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
Rob.Barrett
Well-Known Member
- Joined
- Oct 14, 2009
- Messages
- 52
- Reaction score
- 109
I've been inspired by your wonderful work Tony. I finally got around to doing something with the box of stock bar I bought from Hemingway Kits about 8 months ago which has sat in the corner of my garage ever since. I'll post some pictures when I get around to taking them. Keep up the excellent work.
Rob
Rob
Rob.Barrett
Well-Known Member
- Joined
- Oct 14, 2009
- Messages
- 52
- Reaction score
- 109
I've attached a couple of pictures of the timing gear housing. I scrapped two before I got it right!






![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC





$519.19
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official











$24.99
$27.99
HOZLY 5PCS/Lot ISO30 Tool Holder Clamp Flame Proof Rubber Claw CNC Machines Automatic Tool Changer
HOZLY



$12.56
$39.95
Complete Plans for Building Horse Barns Big and Small(3rd Edition)
ThriftBooks-Atlanta




$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline













$89.99
Outdoor Wood Boiler Water Treatment Rust Inhibitor- AmTech 300 & Test Kit
Alternative Heating & Supplies


$24.99
$34.99
Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle | 42PC Wood Sander Set | 2" Hook & Loop Sanding Disc Sandpaper Assortment | 1/4" Mandrel Bowl Sander for Woodturning | Wood Lathe Tools
Peachtree Woodworking Supply Inc







$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies

$40.02
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop


$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies
![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)

$29.95
Competition Engine Building: Advanced Engine Design and Assembly Techniques (Pro Series)
Amazon.com Services LLC
Rob.Barrett
Well-Known Member
- Joined
- Oct 14, 2009
- Messages
- 52
- Reaction score
- 109
You can get the gears as gear blanks, they already have the teeth and the bore, I did the lightening holes and profiling on the face. I also have to cut a keyway in the smaller gear. The first gear case I scrapped after a having a numerically dyslexic moment and the second I snapped a 1mm drill off in a breather hole. 
Looking forward to seeing the rest of the cylinders Tony, what bit were you going to tackle next?
Looking forward to seeing the rest of the cylinders Tony, what bit were you going to tackle next?
One more cyl. I'm going to try and get another done tonight. I can't put them next to each other yet (except for the middle pairs) without more operations. I have to put flats where they meet.
Here goes

I needed somethings from Enco and I said you could use a set of riffler files. Well I looked at MSC $425 a set Rof}
Enco had a set for $7. What the heck, I'll take a chance. Ran them across some A2 steel. They work and still
have teeth to cut again. I can buy a lot of $7 sets for $425. And how often do you use them.

Tony
Here goes
I needed somethings from Enco and I said you could use a set of riffler files. Well I looked at MSC $425 a set Rof}
Enco had a set for $7. What the heck, I'll take a chance. Ran them across some A2 steel. They work and still
have teeth to cut again. I can buy a lot of $7 sets for $425. And how often do you use them.
Tony
Thanks for the update! I've been checking 3 time a day.
Thanks Guys,
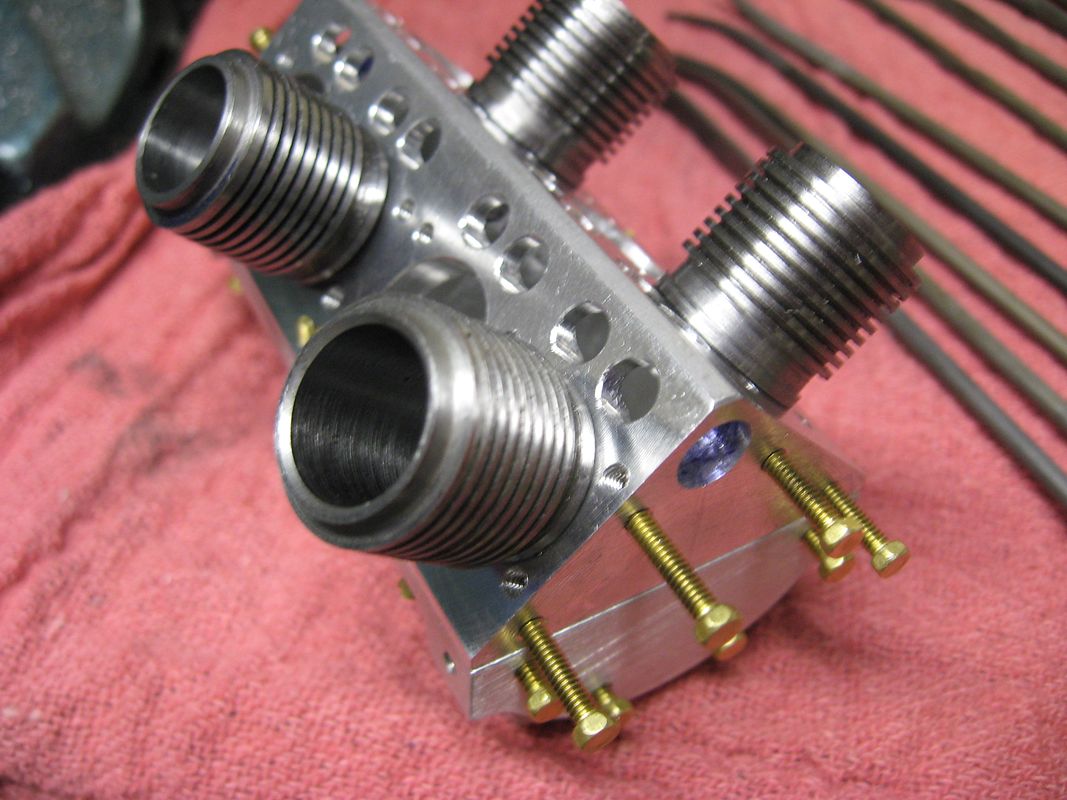
Dean, sorry to say they need flats to fit in the block. Before I do that I have to de-burr the fins. The old eye balls didn't pick up on the burrs, the camera sure did. I'm going to use a triangle file and turn the cyl in the lathe to clean them up.
Jeff, I slowed a little. I bought another Kool Mist for the lathe. I liked it so much on the mill and it was a pain to move back and forth. So, I was bizzy running air over and hidding hoses behind walls. I got tired of tripping over them.
Tony
Dean, sorry to say they need flats to fit in the block. Before I do that I have to de-burr the fins. The old eye balls didn't pick up on the burrs, the camera sure did. I'm going to use a triangle file and turn the cyl in the lathe to clean them up.
Jeff, I slowed a little. I bought another Kool Mist for the lathe. I liked it so much on the mill and it was a pain to move back and forth. So, I was bizzy running air over and hidding hoses behind walls. I got tired of tripping over them.
Tony
slick95
Well-Known Member
- Joined
- Apr 24, 2009
- Messages
- 188
- Reaction score
- 2
Tony,
It is amazing the flaws, small marks, etc. that show up in the pictures. A look at George B's close up photos and you see nothing but perfection. Some day I'll learn how to get that finish using files, emery, riflers,etc. I keep watching close in hopes of catching the techniques.
Keep up the great work buddy...
Jeff
It is amazing the flaws, small marks, etc. that show up in the pictures. A look at George B's close up photos and you see nothing but perfection. Some day I'll learn how to get that finish using files, emery, riflers,etc. I keep watching close in hopes of catching the techniques.
Keep up the great work buddy...
Jeff
- Joined
- Jun 4, 2008
- Messages
- 3,294
- Reaction score
- 636
Photoshop may be easier. :big:One day I'll learn how!
Nothing to show much of tonight. 1-1/2 cyl. done. I picked up a collet set from Grizz. It arrived yesterday. MT3 and EO?? collets (I forgot what the tech service guy said they where). I bought the full set. MT3 will fit in the spindle of my small lathe (HF 8x12) and with an adapter MT3-4 will fit my Grizz 10x22. The only thing...I taught I had an 4-3 sleeve...I didn't. Today I ordered that and a 3-2 sleeve. It's an extension but it will allow me to use it in my rotary table which is MT2. I'll have to build a special jack to support it. This small work is screaming for collets.
In the mean time after I finish up the cyl's I am contemplating how I will bore the front and back of the crankcases to accept the nose and gear box at the rear as well as the center crank support web and cap. Mill? 4jaw on the lathe? Mill makes the set up easier but....I don't know which way to go right now :noidea:
Then I remembered that I had bought about 2 yrs ago a electroless nickel plating kit from Caswell (for the radial's intake and exh pipes). Why not plate the cyl's?? I tried calling them but it was after 4 and they close at 4. Tomorrow I'll find out about the shelf life on the chem's (I never open the bottles) and if it will be good for bore plating.
Collet set. This is a pic of the half set. I will make a draw bar set up for it so it won't come loose.

Thanks
Tony
In the mean time after I finish up the cyl's I am contemplating how I will bore the front and back of the crankcases to accept the nose and gear box at the rear as well as the center crank support web and cap. Mill? 4jaw on the lathe? Mill makes the set up easier but....I don't know which way to go right now :noidea:
Then I remembered that I had bought about 2 yrs ago a electroless nickel plating kit from Caswell (for the radial's intake and exh pipes). Why not plate the cyl's?? I tried calling them but it was after 4 and they close at 4. Tomorrow I'll find out about the shelf life on the chem's (I never open the bottles) and if it will be good for bore plating.
Collet set. This is a pic of the half set. I will make a draw bar set up for it so it won't come loose.
Thanks
Tony
Hay!!!
Whats going on, Where you at on the build? Are you making any progress. Inquiring minds want to know.
Whats going on, Where you at on the build? Are you making any progress. Inquiring minds want to know.