Where the part can be heated for a high temperature silver solder, I have used flux free silver solder. It contains some phosphorus that cleans as it melts and wets the surface. Silver solder needs a clearance to penetrate the joint by capillary action. use plenty of a good flux. "Easiflo" for regular 35% or 50%~55%. But high temperature suitable for stainless steel when silver soldering stainless, or other higher temperature solders. - This prevents degradation of the flux at higher temperature.
If you are very fussy about silver solder appearance where it flows across the surface of the copper tube at random, you can mask against this with pencil graphite, clay, or some other compounds that do not degrade with red-heat, but prevent the flow of the solder.
Regular silver solder is around 35% silver - sometimes the cheapest and OK for most jobs.
IF you need a low melt silver solder (useful when doing a repair on a previously silver soldered job) use 55%. 55% also makes large fillets of solder, compared to 35%.These can be more attractive when you want a larger radius, to appear like a casting on painted parts. BUT the main strength of silver soldering is the penetration by capillary action, not the fillet.
De-grease parts, make a flux paste by mixing a small amount with water, apply to the joint when assembling, then add more flux as the part heats and starts to change surface colour. Keep the joint well flooded with clean flux (a clear liquid when hot) and supply adequate silver solder all around the joint area.
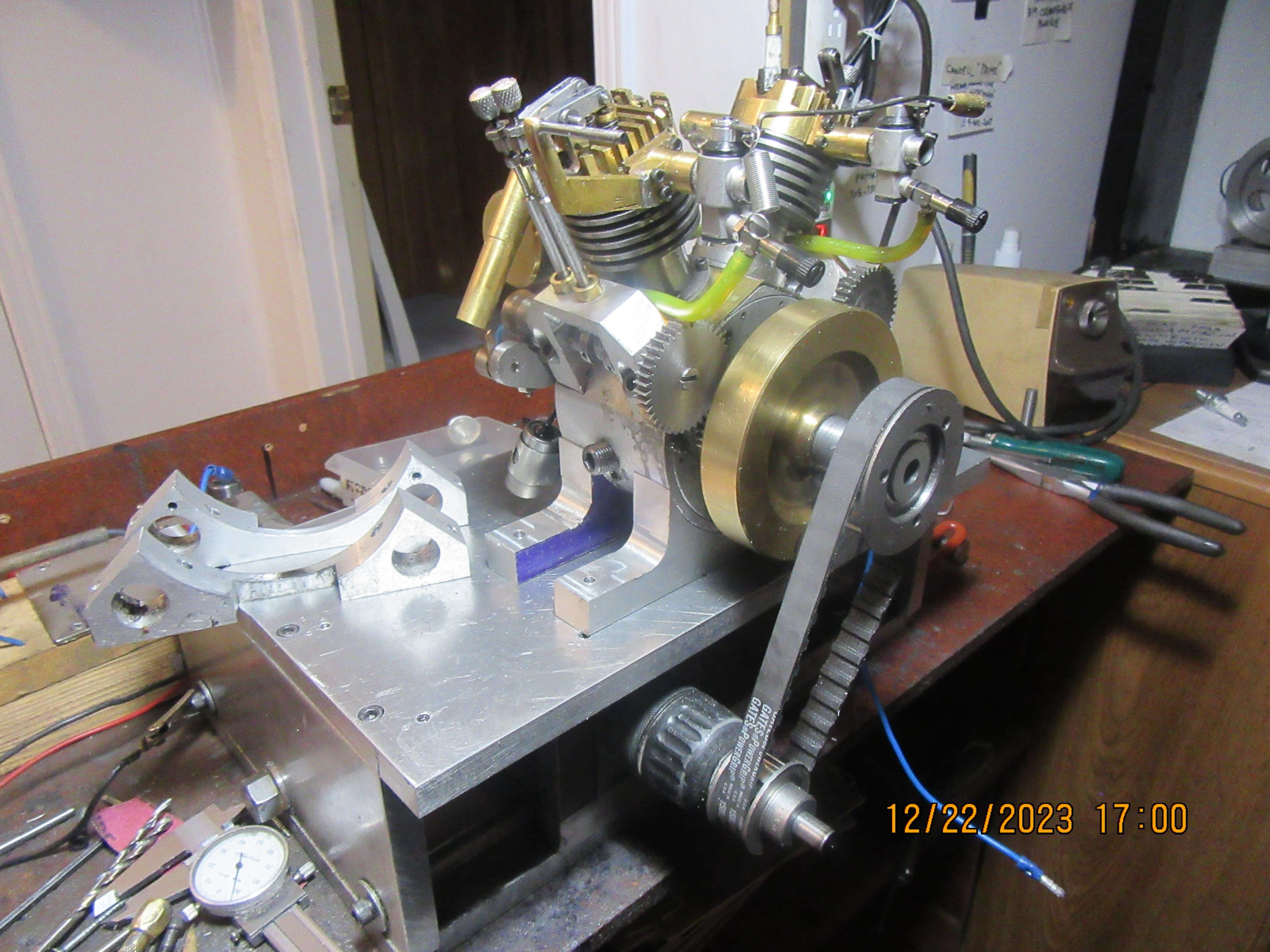
My work isn't pretty, but effective.
Hope this helps... but advice from an expert can help further...
Any other experts want to add/correct this advice, please chip-in. (I'm a Bodger that made it work, not an expert!)
K2






![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)





















































