- Joined
- Jun 24, 2010
- Messages
- 2,445
- Reaction score
- 968
Excellent info everyone, thanks. I also signed into the Quorn group on yahoo, there is some good info there including the mini Bonelle.






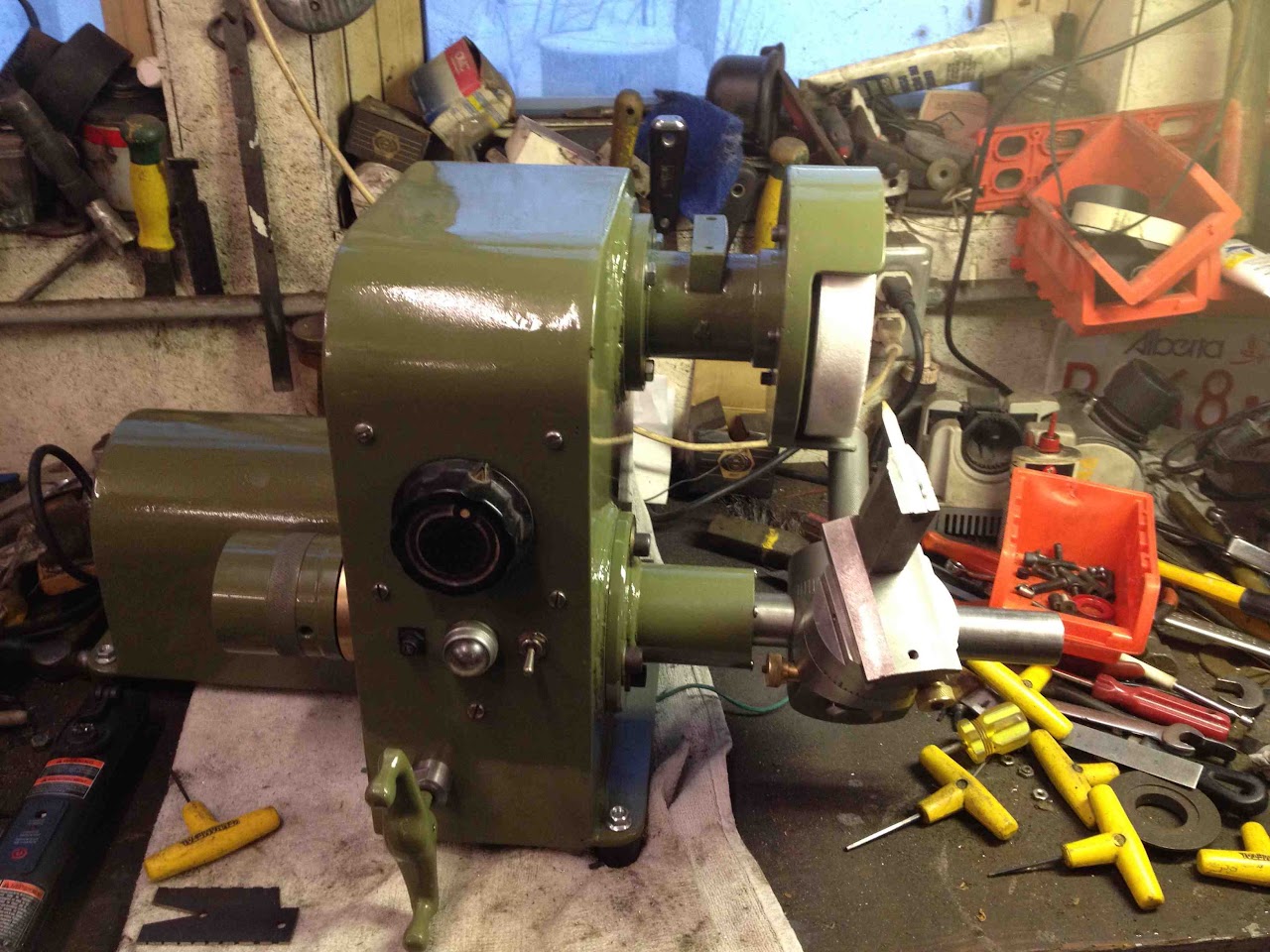

I see this an old thread but if your still looking Petertha here is a grinder I built....
 I'm interested to know details about the 'business end' or spindle assembly that holds the grinder wheel, bearings used etc.
I'm interested to know details about the 'business end' or spindle assembly that holds the grinder wheel, bearings used etc. 










Enter your email address to join:





















































