- Joined
- Aug 25, 2007
- Messages
- 3,890
- Reaction score
- 715
My relationship with internal combustion engines may be coming to an end. I dusted off this project which I had started (and almost finished) a couple of years ago. I put the project aside because I had no compression in either cylinder and other things in my life were making demands on my time.

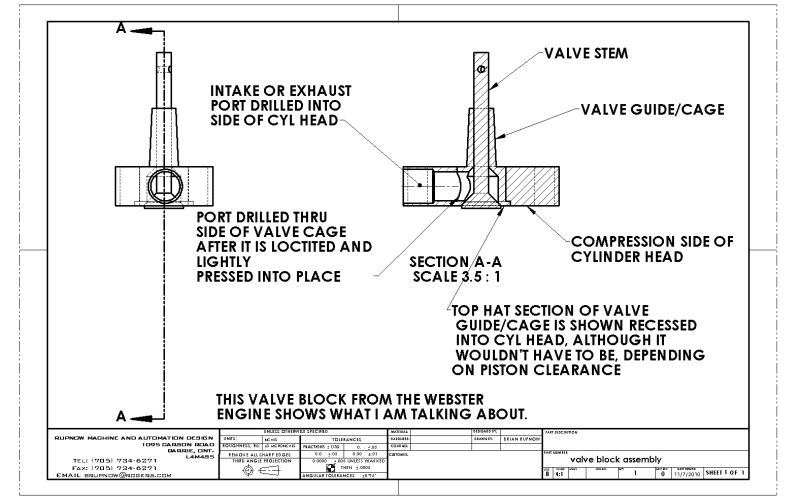
So today, while waiting on parts and tools for other projects, I decided to see what I could do with this engine. I spent the entire day (and most of yesterday) on it and still have problems. I made new valve cages for it and pressed them in. I lapped the valves. And, I flattened and trued the spark plug base, which I discovered was not quite square with the axis of the plug. I've got pretty good compression in one cylinder but still have a bit of a leak around the plug. And, I still have to work on the other cylinder. Never had this many problems with an engine before!
Chuck
So today, while waiting on parts and tools for other projects, I decided to see what I could do with this engine. I spent the entire day (and most of yesterday) on it and still have problems. I made new valve cages for it and pressed them in. I lapped the valves. And, I flattened and trued the spark plug base, which I discovered was not quite square with the axis of the plug. I've got pretty good compression in one cylinder but still have a bit of a leak around the plug. And, I still have to work on the other cylinder. Never had this many problems with an engine before!
Chuck