Holescreek
Well-Known Member
- Joined
- Jan 9, 2009
- Messages
- 91
- Reaction score
- 0
Oops, missed something in the photo. The bit mst also be perpendicular to the work and the tip on center with the work.















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)





i said the heck with reverse and used my dial thingy & the dial thingy on the lathe. fed the cross slide doohickey straight in. i have the other slide set at 29degree mark but have not had luck using it.
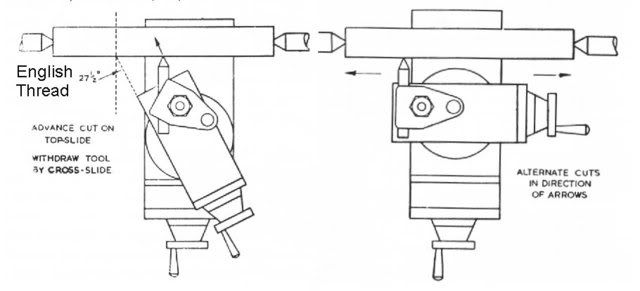
Are you using the compound to feed in at 90*, if so set your compound to a a true 29* (some compound are marked different)
By doing this you are only cutting with one edge of your cutter and putting less load on your lathe.
Holescreek said:Sid, From your last photo we can see that you have the compound set at 29 degrees from horizontal instead of 29 degrees from vertical. Rotate your compound to 90 degrees (perpendicular to the shaft) then 29 degrees from there. Infeeding must be done with the compound handle, not the crossfeed handle as stated above. Infeeding with the crossfeed causes the bit to cut on both sides of the angle. This is a bad thing. -Mike
Maryak said:Hope this helps. ???
 just a 2cent.
just a 2cent.