Brian,
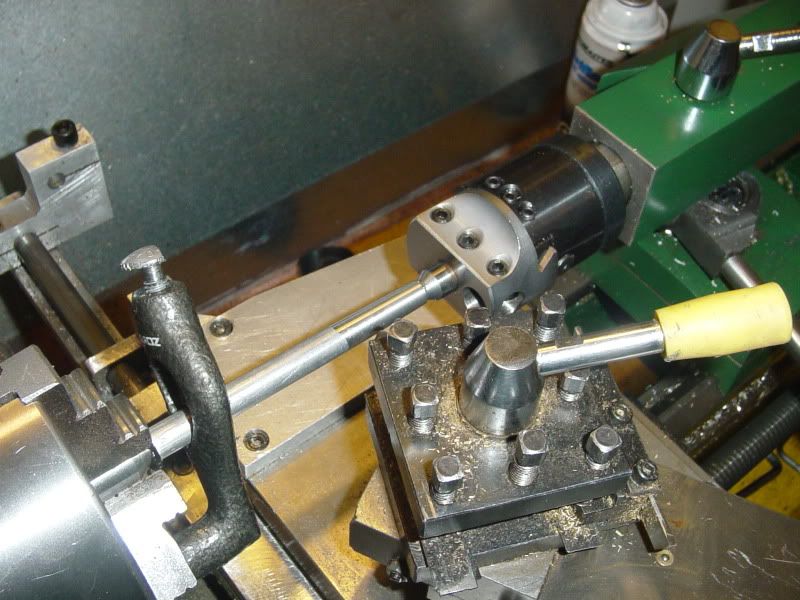
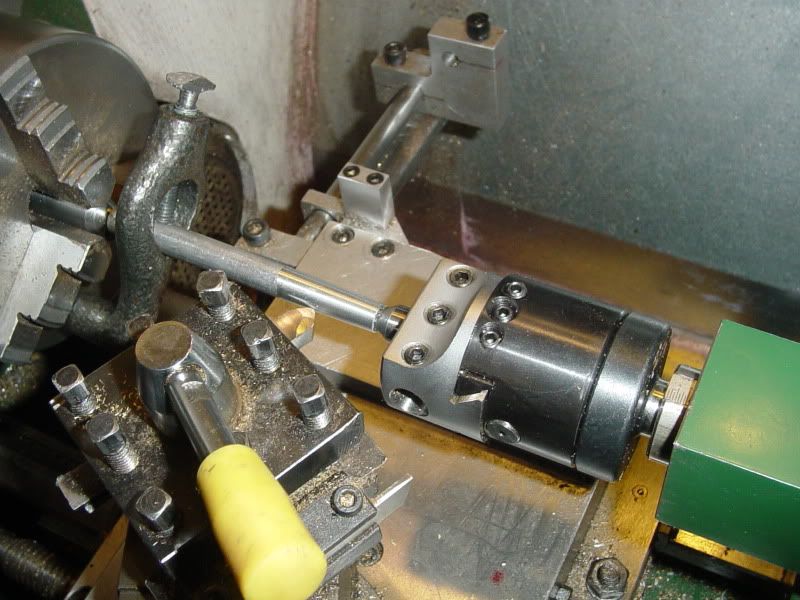
It is a very good system, and saves buying the plans for ones you can make yourself. Unfortunately, the one thing you must do when using this system is to ensure the boring head is totally level. Otherwise the centre point is liable to either raise or lower, depending which way it is tilted, and that will throw out where the tool tip sits on the job, and any problems that will arise, cutting a curve, bad surface finishes etc.
You must also take into account any rotation of the tailstock ram, that has to be taken out first by turning fully one way (usually towards you), and the ram locked up solid, then level the boring head. After levelling, the ram can be loosened for locating into the bar centre, but once into position, the ram must be turned to full one way again, and locked up.
An easy way to level it, if you have an engineers level, is to take the setting from across the lathe bed (just in case the bed isn't perfectly level), and two accurate bars mounted in the tool holes in the boring head, as far apart as possible, or preferably, a bar sticking out of the horizontal hole (if the head has one). Then with the level sitting on the bar/bars, turn the boring head until it has the same setting as the bed. You should then be spot on for use.
An easier method, rather than relying on the morse taper not moving, is to make a fitting that clamps around the tailstock nose, that your boring head screws onto.
The head is levelled by slackening and tightening the nose clamp.
That is one of my many tuit jobs to do.
Blogs


























































")