




glue-itcom
Well-Known Member
- Joined
- Apr 10, 2013
- Messages
- 216
- Reaction score
- 300
How often do you need to square a piece of stock? This process was written by Alan at Woody's Workshop:
Step 1
Inspect the stock and pick the side that has the surface that is the flattest and most appropriate for the end result you are looking for. Place this surface against the rear vice jaw. This eventually be machined to become Side 4 but for the moment just skim the top surface which will now become Side 1.
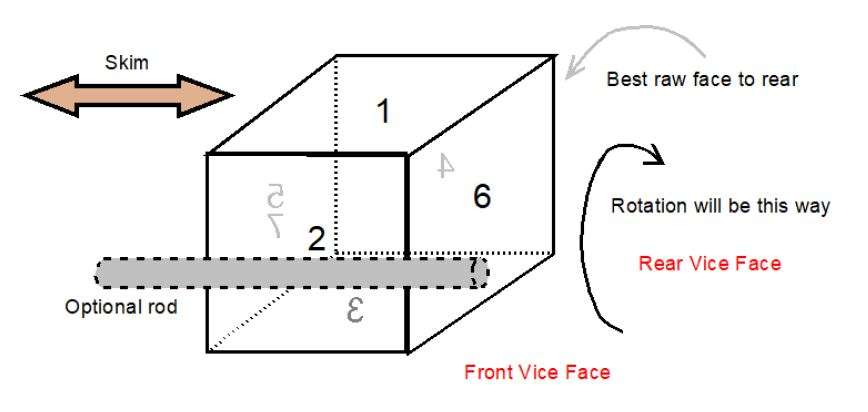
Step 1
Inspect the stock and pick the side that has the surface that is the flattest and most appropriate for the end result you are looking for. Place this surface against the rear vice jaw. This eventually be machined to become Side 4 but for the moment just skim the top surface which will now become Side 1.


























![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)




































