Thanks, Dean. Now that I've used it for something other than drilling hole circles on dividing plates I like the dividing head more as well.....
A little further along...
Bought a flywheel from Debolt, given that I use a Taig lathe there is no possible way I'm turning a flywheel that is over 9" dia in the rough, so I jobbed it out. Came out nice, though. Then I got busy with the collet to hold it on the shaft, turned out to be some sort of mystery metal (thought it CRS) that was absolutely miserable to machine. Burned the edge off several toolbits, it was nasty to drill, and not much nicer to tap. Oh well, it's done...
Here I'm drilling the mounting holes in the drillpress with out removing it from the chuck, then remounted the chuck on the lathe to part it off. Promptly burned the tip off the parting tool, so I hacksawed the son of a gun, and cleaned it up by filing.
Here it is with the flywheel
Also turned the bronze bushings for the piston rods, straightforward turning and parting operation, so I didn't take a picture of the process,
And now I've moved on to the valve cages: 8 blanks hacksawed out of the parent material
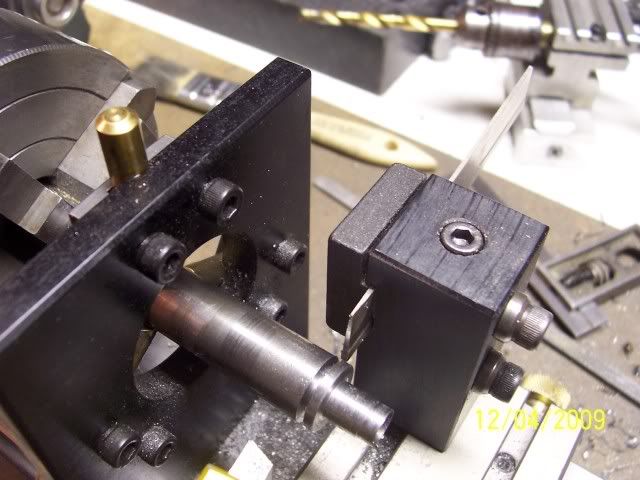
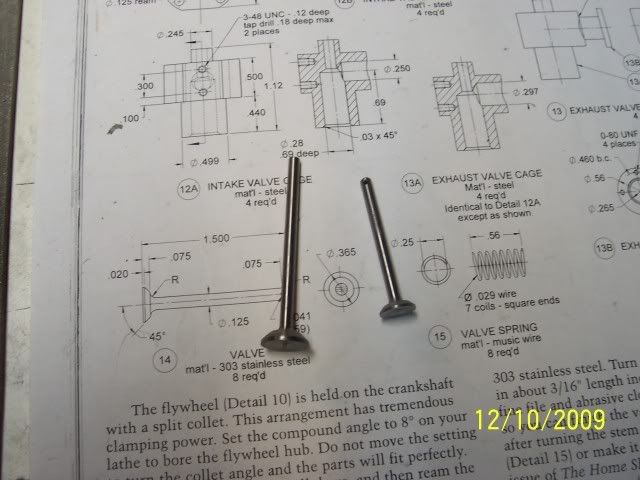
And partway done... bought valves way back when I first kitted up for this engine, only have to trim them a little bit
And that's all for now.
Joe
(edited to remove duplicated photo)


































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)








![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)






































") :bow:
:bow: