Thank you for the encouragement Ken I, cfellows, m_kilde.
Here are my comments in lieu of a build log
Comments on Building My First Engine
August 8, 2011
-----
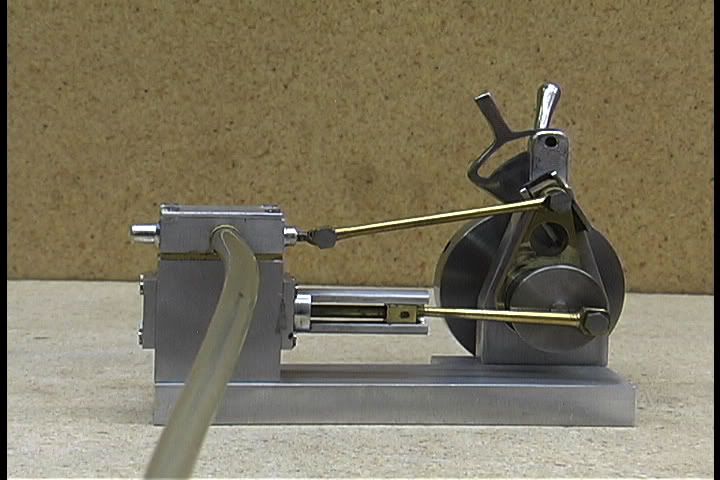
As you can see, it runs and it runs both directions. It will run much faster but getting it to run slow is the challenge and looks more interesting anyway. There are still a few places that need smoothing and polishing and maybe I'll make some of the parts over. You can see that the seals between the cylinder and the heads, steam chest, etc. are leaking a little. I am still running it in, then I'll come back to it.
Why did I choose this engine?
I had always wanted to build an operating model engine, but I bought my lathe and mill more to make parts for my other hobbies, I got a Stirling beam engine kit as a gift after I had my lathe for a few months, but I will save that for later because of two good points that are often made on this forum:
1. Barstock projects are better to learn on because you can make another part if you make a mistake.
2. Stirlings must be carefully made and well-balanced to run.
Since I wanted to make something that would be running in a reasonable period of time I wanted an engine that would not have too many parts and would look like an engine when it was done. Since I am learning machining I am less interested in making scale models than I am in stretching my machining, measuring, and problem-solving skills: Elmer's engines fill that need and I can look at others' builds.
I got the plans for two or three of Elmer's and added my additional goal of understanding valving and chose No. 43. The size also had an advantage as it is well within my machines' capacities. The complexity of machining operations was about where my skills were and I had most of the tools and materials I would need.
What were my experiences building an engine for the first time?
The hardest part was getting it to run both directions, even after making the valve-train parts over a couple of times. I finally Isolated the problem to the piston loose on the rod. Disassembly - Loctite - Reassembly -- solved it.
I followed Elmer's directions a great deal: including the awkward hole-though-the-flywheel. I just decided not to get too worried about it: I can do it differently later or on another project.
I couldn't find 3-48 setscrews locally and did not want to buy 100 of them, so the setscrews used are made from socket-head screws: Cut off head, slot with small abrasive wheel on hand grinder.
I wanted to use other than Elmer's slot-head screws on the cylinder. I could only find long-enough screws as socket-heads, so used them through successive assembly and testing process, then milled off heads to make hex-heads: It was worth it, I think.
The hardest parts of the machining process were the small brass rods for the piston and valve linkages. I probably tried to go too far on the lathe, then there would be a snap and I would have a bent or broken piece. I got success when I kept resharpening the toolbits and stopped earlier to complete with handwork.
I am having a hard time with small detail hand filing: trying to smooth out toolmarks generally leads to smooth parts that are no longer flat, square, or parallel. Using binocular magnifiers and using wet and dry sandpaper on glass helps when it is possible. Otherwise I tried small buffing wheels on the hand grinder with different grades of compound. The tool marks that are still visible are 'cause I stopped rather than go too far. I need to practice and I think I'll try to devise some kind of a filing guide.
I stopped several times to adjust the Mini-Lathe and I will probably dive more deeply into modifications. I have now checked the bed and shimmed the saddle. I may attempt to put in the tapered gibs. I purchased the ball bearings to add to cross-slide and compound leadscrews, but I'm not sure if I'm ready to do this. Main problem with rigidity appears to be the compound and the toolpost bolt: I'm trying to decide whether to take the plunge on a QCTP.
On the good side of things, I am now having success with the HSS parting tool.
I started using a micrometer more often and I'm getting better at reading it. (Learning this skill is like Brake / Clutch / Gas -- once you get it it comes easier.)
What did I add to the shop?
I found that I needed to buy these things I did not have ( In no particular order, without considering supplies and materials):
Higher-quality endmills in small sizes. At this stage in my learning I dull and break them through wrong feeds and speeds and just plain clumsiness. Sharp cutters suddenly made my parts come out the right size.
Higher-quality number drills than I had been using.
Real spotting drills (1/8-in.) for spotting holes on lathe and mill.
New 3/16 reamer (and substituted drill rod for my own turned crankshaft.)
New micrometer reading to .0001 with ratchet thimble. Best advice from this forum was to avoid using cheap digital calipers for all measurements. NOW I totally agree.
3-48 round, adjustable die and new die stock for it.
2-56 taps in plug and bottoming styles (USA terms).
Tap-holder / hand drill to use with 2-56 taps, instead of the T-handle holder.
Set of small nutdrivers
5C collet to hold 2-56 screws in collet block for making hex heads: Cheap one and consider it expendable.
1/16in. x 11/2in. ground flat stock (tool steel) to make parallels when edge-clearance was not available with my 1/8-in. parallels. I am not yet ready to spend the money on the 1/32 parallels and the strapping I had saved was too wide for my vise jaws.
I had recently purchased these things and I am glad I did as I worked on this project:
Proxxon professional ball-bearing grinder that replaced my old Dremel (and I still use the Dremel too.)
5C Collet Blocks and Collets: Good for setup of round parts in the milling vice or for other operations.
I could go on, but that's enough: It's enough to say that you have to start somewhere and as you work you find where you need to improve your skills or improve your tools.
-----