El Gringo--I decided to use a 3/16" crank because I already had some 3/16" cold rolled steel and I had to buy bearings anyways.

You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Senft "Poppin" engine
- Thread starter Brian Rupnow
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
I used one of my new laps to lap the bore of the cylinder. I only used a single stage of lapping using 600 grit paste. This isn't perfect, but it's good enough for what it will be doing. To be perfect, I would have used grit in three successive stages, using #300 first, then stepped up to 400, then up to 600. There's a little story that goes with this. When I first started machining eight years ago, I bought a number of new, expensive reamers. They would ream a bore and leave it almost flawless inside. Over the years, the reamers have grown more and more dull, not leaving a perfect finish anymore, but that was okay--My 3 stone brake cylinder hone would clean up any imperfections prior to lapping. But--On a cylinder with a 5/8" bore, the hone will not fit into it. The finish after reaming did have scratches and flaws in it, and I had no good way to clean the bore up. I have been contemplating buying a set of expanding laps for a few years now, and this seemed to be the time. I will still probably shop for a smaller diameter hone, but for now the lap has cleaned things up sufficiently. Another factor in all of this is that on all of my i.c. engines, I have been using Viton rings, which are very forgiving of surface finish. If the surface finish isn't perfect, it will be after running for an hour.--The Viton rings will polish the inside of a cast iron cylinder to a mirror finish in about an hours running.-You might have to replace the ring after that first hours running, but Viton rings are cheap.

I bought a new #2-56 die today to thread the ends of the cross shaft that operates the valve. I have no idea what happened, but after threading down to the shoulder of the shaft and then backing off (by hand), the diameter of the shaft was decreased but no threads were on it. Very puzzling. Then I ran a #2-56 bolt thru the die, and it matched the threads just fine. Then I ran a #2-56 nut down the same bolt and it threaded okay. I had the shaft ends turned to .085". A mystery, and now I have to make a new shaft.
el gringo
Well-Known Member
- Joined
- Aug 30, 2010
- Messages
- 333
- Reaction score
- 175
Oh wow--Christmas just came at my house!!! The laps that I ordered the other day came in just now. No more screwing around with home made laps. This is very timely, because now I can finish lapping the Poppin cylinder before I make the graphite piston.

You have made an excellent choice and your lapping life will be a much happier experience...I would suggest you store them vertically.


el gringo
Well-Known Member
- Joined
- Aug 30, 2010
- Messages
- 333
- Reaction score
- 175
"El Gringo--I decided to use a 3/16" crank because I already had some 3/16" cold rolled steel and I had to buy bearings anyways. "
In any event I believe the 3/16 shaft was the better choice.
Ray M
In any event I believe the 3/16 shaft was the better choice.
Ray M
Oh wow--Christmas just came at my house!!! The laps that I ordered the other day came in just now. No more screwing around with home made laps. This is very timely, because now I can finish lapping the Poppin cylinder before I make the graphite piston.
Acrolaps barrel laps are excellent tools. Now you have the arbor and adjuster, it is quite easy to make your own custom size laps.
See http://www.homemodelenginemachinist.com/showthread.php?t=26387&page=3 Reply 30. I've also made a new arbor/adjuster for other sizes of lap.
Living where you do, it may not be worth your while making new laps; 'off the peg' laps may be cheaper than the brass required to make them.
Dave
The Emerald Isle







$37.38
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop













$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies


![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)





$26.89
$34.99
Peachtree Woodworking Supply Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle, 42 Pieces Wood Sander Set, 2 Hook & Loop Sanding Disc Sandpaper Assortment, 1/4 Mandrel Bowl Sander
Peachtree Woodworking Supply Inc
![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC


$599.00
$649.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official












$19.15
$29.95
Competition Engine Building: Advanced Engine Design and Assembly Techniques (Pro Series)
MBC Inc.










$45.99
Sunnytech Mini Hot Air Stirling Engine Motor Model Educational Toy Kits Electricity HA001
stirlingtechonline

$49.95
$55.99
DjuiinoStar Hot Air Stirling Engine Assembly Kit: Spend 30 Minutes to Build Your Own Stirling Engine
djuiinostar



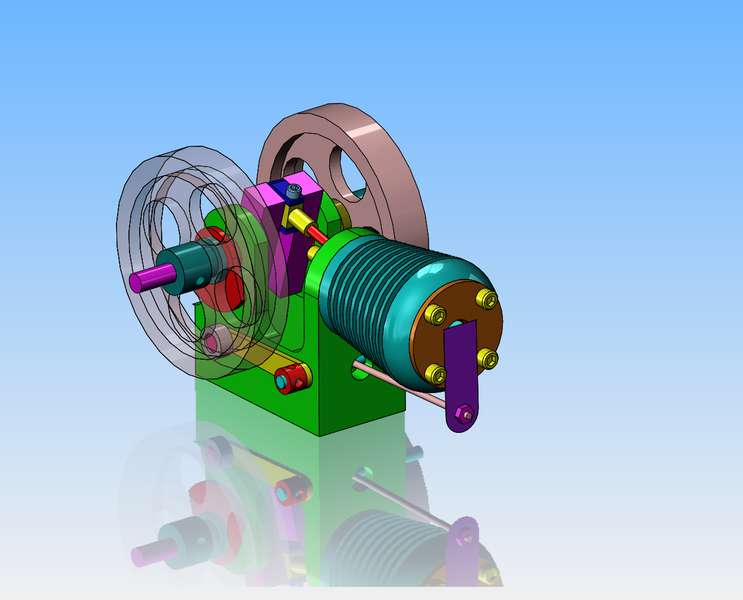
This morning I have decided to put on my design engineers hat. Mr. Senft did a marvelous job on this engine, But---there are a couple of spots that I see as potential problems. The 1/8" diameter cross shaft which operates the valve was originally designed as having the ends turned down to .085" and threaded #2-56 and the flat arm with the roller on it was sandwiched between the nut and the shoulder on the shaft. There was no key of any kind to make that arm hold it's position, and as expected, it slips. I have been warned of this by my own experience on similar mechanisms and by Nick, a gentleman who has successfully built and ran one of these engines. Yesterday when I tried threading the ends of the rod I had made with a new #2-56 die I had just purchased, it screwed up the end of the shaft and didn't leave any thread??? So--this morning, a redesign. The cross shaft now has plain ends with no turn down. The plate "arm" how has a hub with two #5-40 set screws holding it in position on the shaft. The far end of the shaft which originally held a spring clamped between two hex nuts will receive a similar treatment with a hub and set-screws holding the spring.
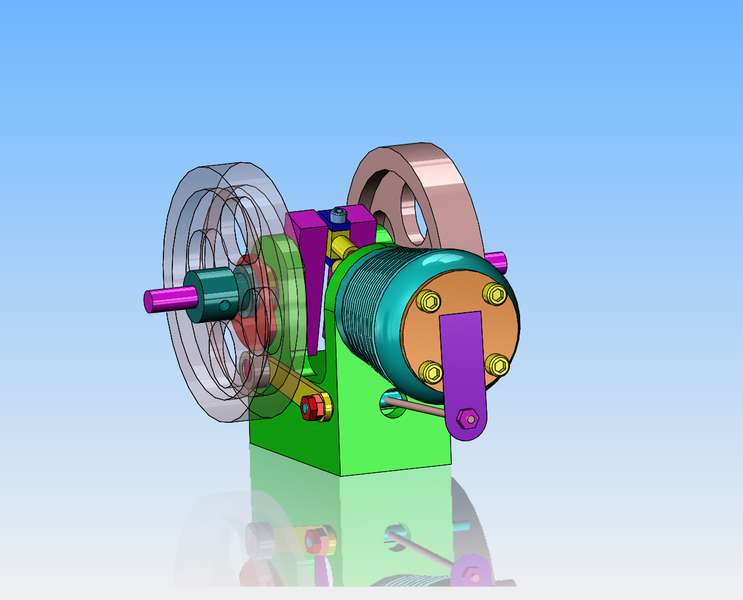
I like that valve arm a lot better now. I added a hub with two set screws to the arm and made a separate hub for the end where the spring goes. I have also finished the brass part that bolts to the graphite piston. In fact, the only thing i have left to do is make the graphite piston and then reassemble everything.

el gringo
Well-Known Member
- Joined
- Aug 30, 2010
- Messages
- 333
- Reaction score
- 175
So, here we have crankshaft phase-1. Everything is cut to length and Loctited together. The shafts are not "press fit" into the square bars. They are a sliding fit. After 24 hours set-up time I will and pin all the joints with 1/16" dowels (Loctited into place), then wait another 24 hours and saw out the center bit.

Do you use the different Loctite products for the different applications; slip fit, press fit, wicking grade permanent thread lock, medium thread-lock etc?
Ray M
No, I use 638 for everything. It's expensive as Hell, but it works for everything.
I haven't had time to stop and sort out the die, but I will get to it eventually. I finished the graphite piston, and got a good "sizing" on it. The last couple of thou. were taken off using the back side of my 280 grit sanding strips.
I haven't had time to stop and sort out the die, but I will get to it eventually. I finished the graphite piston, and got a good "sizing" on it. The last couple of thou. were taken off using the back side of my 280 grit sanding strips.
el gringo
Well-Known Member
- Joined
- Aug 30, 2010
- Messages
- 333
- Reaction score
- 175
I will try '638'...I use 242,620,290 & 603...they are all expensive, I could save a bunch...I like the 290 thread locker for its 'wicking' capabilities to allow application after components are tightened in place.
BTW I thought I was unique by using the backside of the sandpaper for final graphite polishing .:thumbup:
Ray M
BTW I thought I was unique by using the backside of the sandpaper for final graphite polishing .:thumbup:
Ray M
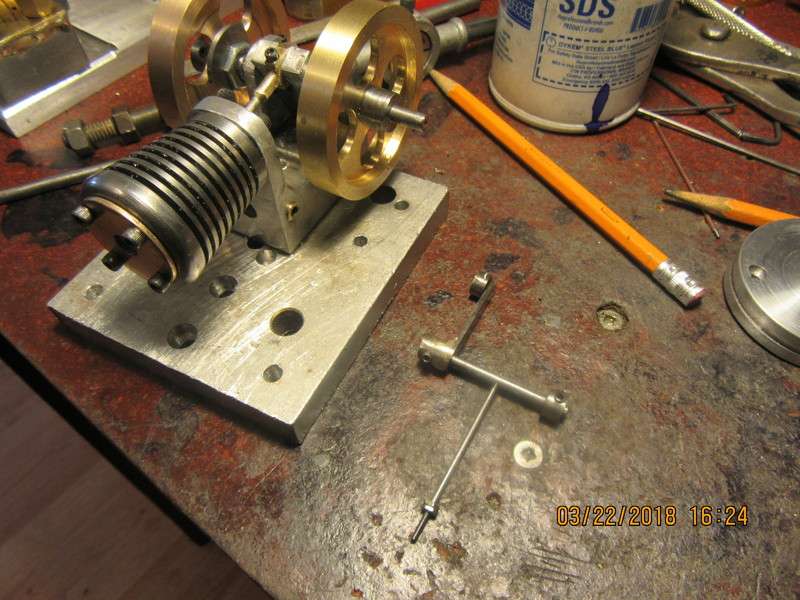
I was mistooken---Got everything back together and then realized I still had to make the valve rod and the valve itself. The engine turns very freely through half of it's rotation, and has a bind in the other half. Tomorrow I hope to get the "bind" sorted out and make the last two pieces.
So here we are at the almost last stage. Loosening the engine up to absolute minimum friction. If an engine has a slight bind on part of the full 360 degrees of rotation, before I start tearing things down I try this. About 80% of the time, it works. I like to let he engine run for an hour or hour and a half. at around 400 rpm. if the bind isn't gone in an hour and a half of running, then something mechanical is out of whack, and the engine will have to be torn down and "sorted".

This morning I've been experimenting with my new dies. I have a #0-80 die for threading 1/16" diameter stock and a #2-56 for threading 0.085" stock. On first try, neither die would take hold and start cutting threads. I then forced them to start with lots of pressure, and they threaded about 3/8" of stock before I backed them out. They did an amazing job of cutting the 1/16" and 0.085" stock down to a smaller size, but left no thread. I then tried putting a slight taper on the end of the stock, and tried again.---Same results!!! I've never had a problem threading stock before, but I've never threaded anything this small. Next step was to use the tiny little screw in the die to open the die up a little. This did work, and I have achieved some pretty respectable threads in 1/16" stock.--Of course I don't have any nuts to try on my newly created 0-80 threads--they are supposed to arrive here tomorrow. The 0.085" diameter for the #2-56 thread is not a size I stock, but I will turn some stock and try it again with the die opened a little. (I do have #2-56 nuts on hand to verify if this will work for the #2-56 threads.)
The last time I saw nuts this size they were on a Bumblebee!!!

I'm not exactly forging ahead, but I am making progress. The engine has loosened up nicely after an hours running. I think I've figured my dies out now, at least I have them cutting threads that the store bought nuts will fit onto. I have a temporary base bolted to the engine at the moment, as there is no way to hold the engine down without an auxiliary base. I have to figure the spring out next that holds the valve open (the cam closes it.)
el gringo
Well-Known Member
- Joined
- Aug 30, 2010
- Messages
- 333
- Reaction score
- 175
I bought a new #2-56 die today to thread the ends of the cross shaft that operates the valve. I have no idea what happened, but after threading down to the shoulder of the shaft and then backing off (by hand), the diameter of the shaft was decreased but no threads were on it. Very puzzling. Then I ran a #2-56 bolt thru the die, and it matched the threads just fine. Then I ran a #2-56 nut down the same bolt and it threaded okay. I had the shaft ends turned to .085". A mystery, and now I have to make a new shaft.
When cutting threads to a shoulder with these smaller split dies use the other side of the die to start. If you look closely at the apparent starting side you will see no threads in the opening that is probably smaller than the shoulder diameter you are threading against causing a rough diameter reduction cut .
When cutting threads to a shoulder, I start the thread with the correct side of the die facing the work and thread as far as I can. Then I back off of the part, reverse the die, and thread again right up to the shoulder.---Brian
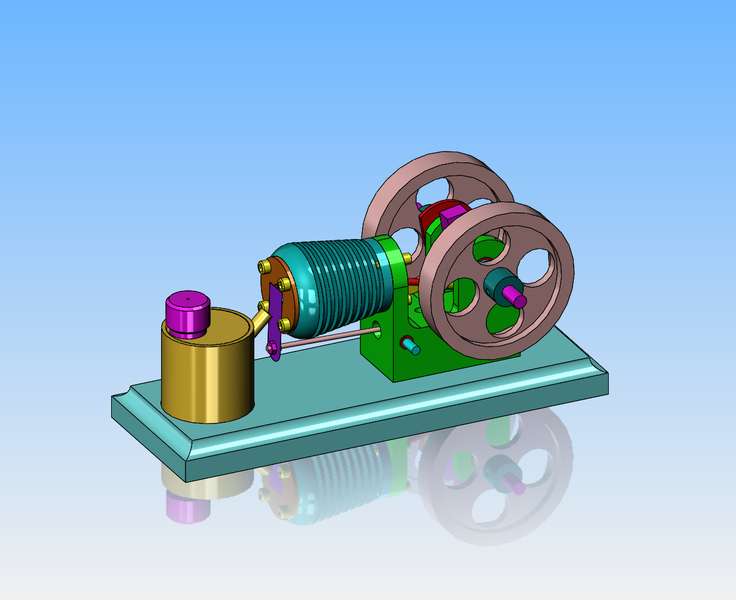
Just a quick and dirty scrawl this morning to see what things would look like with a base and a burner.
Where do I get a piece of 0.020" diameter spring wire? I'm thinking guitar string---maybe?
Similar threads
- Replies
- 1
- Views
- 210
- Replies
- 95
- Views
- 14K