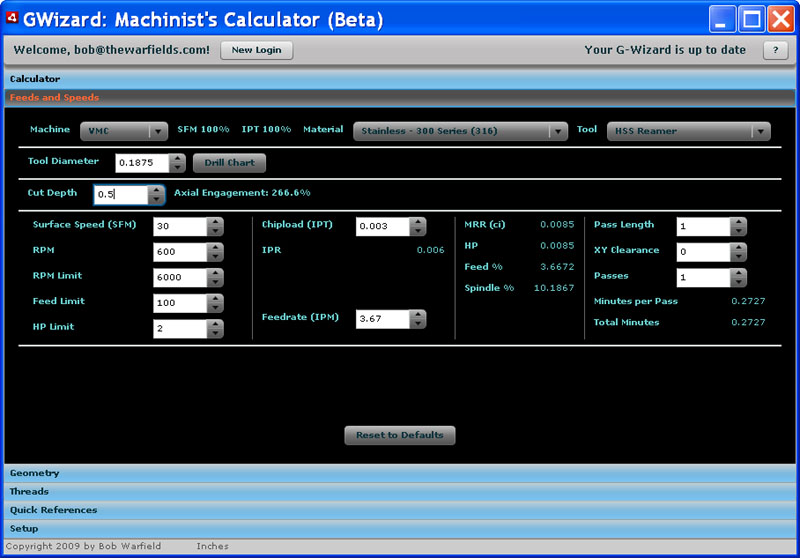
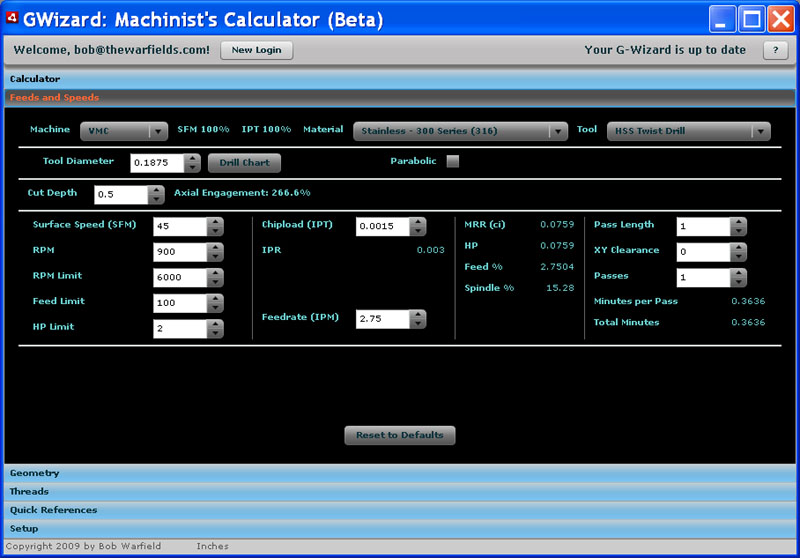
The cutting speed for 303 SS with a HSS reamer is 45 SFM. That works out to 916 RPM.
Use cutting oil (I like to use dark thread cutting oil) and feed enough to keep it cutting. I like to put a slight chamfer on the hole before reaming, seems to help getting started without the sharp edge or possible burr being there.
Another tip is to ream through, stop the spindle, and then retract the reamer. This eliminates any spiral marks in the hole caused by a cutting edge dragging. It doesn't appear to cause any damage to the reamer, just be careful to pull straight out. Reversing a reamer is not good for it.
An old rule of thumb for reaming was half the speed used for drilling the hole, and twice the feed rate of the drill. I never checked to see if the numbers were valid with this method, I always just used the recommended speeds/feeds from the book.
Kevin