- Joined
- Jul 16, 2007
- Messages
- 3,072
- Reaction score
- 1,212
Rob,
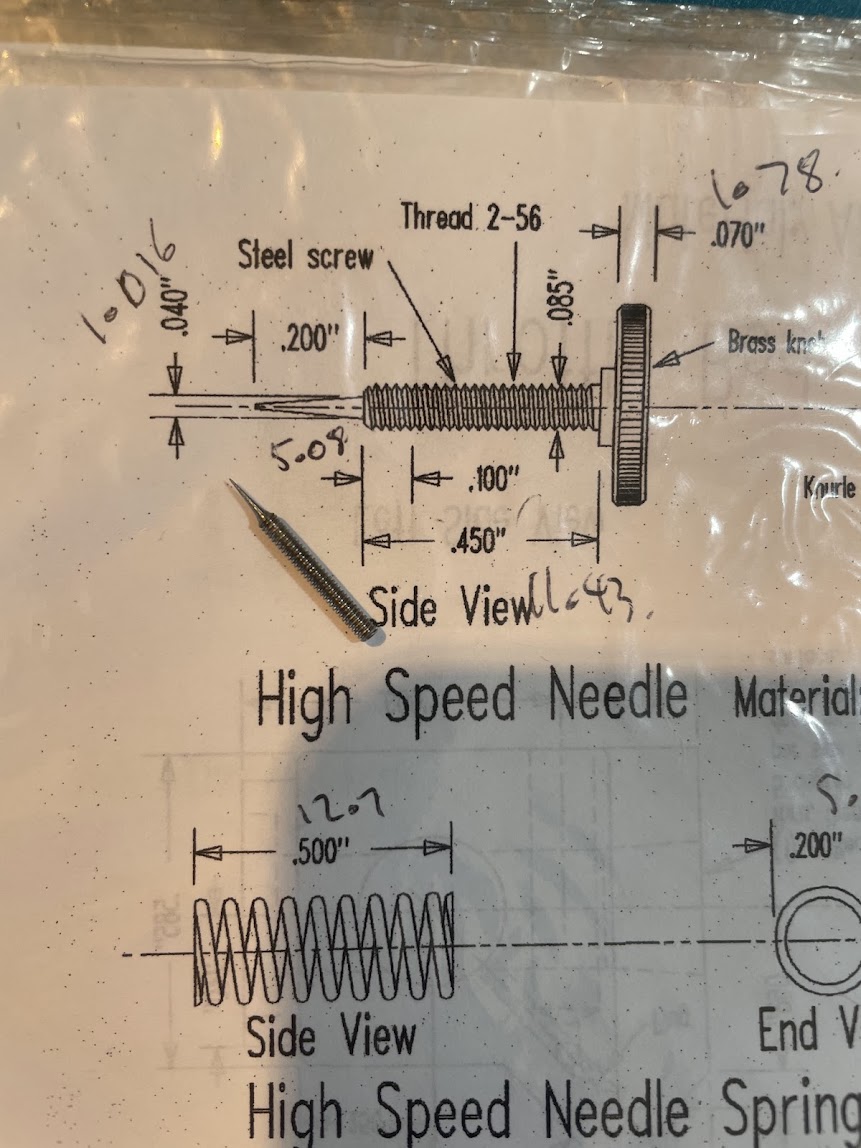
Start out by making a tool like the one attached. Lightly cut the seat. This tool will ensure that the seat is concentric with the guide hole. After that put a little lapping compound on the valve and insert it into the head. Attach a small drill chuck or pin vise to the valve stem. Rotate the valve back and forth while every couple of cycles lift it off of the seat to redistribute the lapping compound. It shouldn't take much to lap it in. To test I make up a bushing adapter for my vacuum gauge. The one end will have a diameter a thousand or two larger than the port diameter. Then file a tiny taper on it. You can wring this into the port and attach the vacuum gauge or just a piece of tube and suck on it. Make sure you put a drop of oil on the valve guide to seal it while checking.
Start out by making a tool like the one attached. Lightly cut the seat. This tool will ensure that the seat is concentric with the guide hole. After that put a little lapping compound on the valve and insert it into the head. Attach a small drill chuck or pin vise to the valve stem. Rotate the valve back and forth while every couple of cycles lift it off of the seat to redistribute the lapping compound. It shouldn't take much to lap it in. To test I make up a bushing adapter for my vacuum gauge. The one end will have a diameter a thousand or two larger than the port diameter. Then file a tiny taper on it. You can wring this into the port and attach the vacuum gauge or just a piece of tube and suck on it. Make sure you put a drop of oil on the valve guide to seal it while checking.









































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)




![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)