Hi again folks
")
Well, I'm in agreement with everyone who has shown concern and I'm not going to attempt to work on the quill myself as I was just too dodged out by such a sketchy setup as well.
Instead, I've contacted another machinist with a bigger lathe and he has initially agreed to help out with it, though I'm still in talks with him but a solution looks to be forthcoming at least.
Meantime, I thought I'd see about fabricobbling a bigger fixed steady out of stuff I have laying about my workshop but given a lack of raw material variety turn to, I'm playing the repurposing game, though in all honesty, its one of my favourites any way.
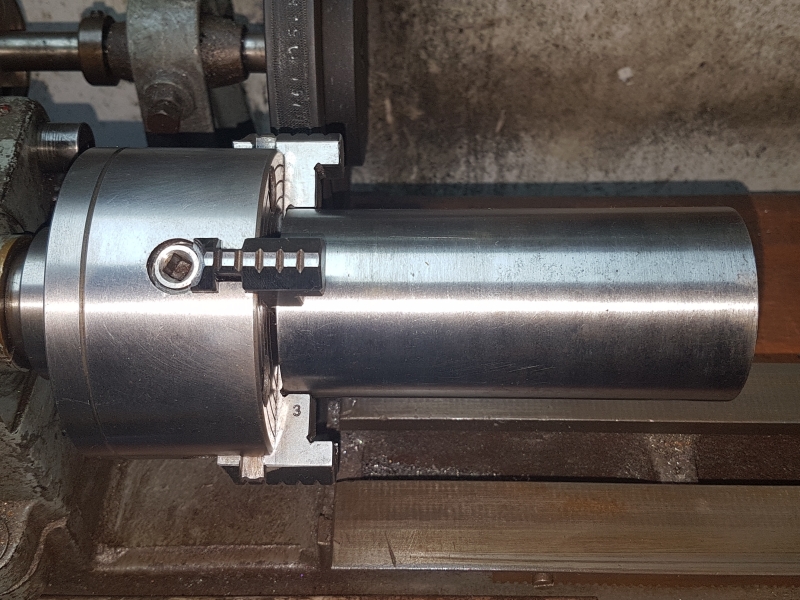
To that end, I hoiked off one of the flange mounts from a damaged reduction gearbox. I chose the flang mount as it has some interesting features I should be able to make use of, once I've opened up the bore, which handily is only a little smaller than the quill itself.
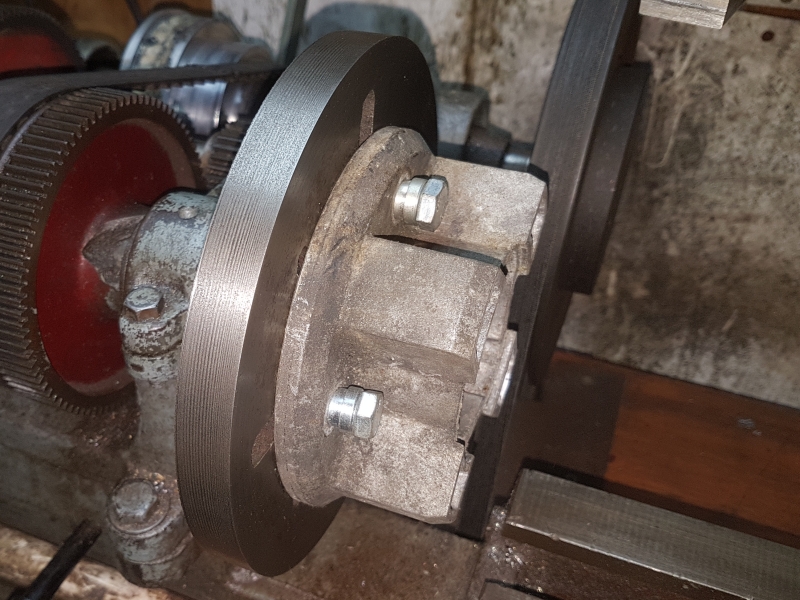
Once I got the thing off, I mounted it to my faceplate and started boring it out:
Having some larger diameter round stock in my collection, I made the bore big enough to take those as well and I ended up removing the webbing completely from between all four protrusions.
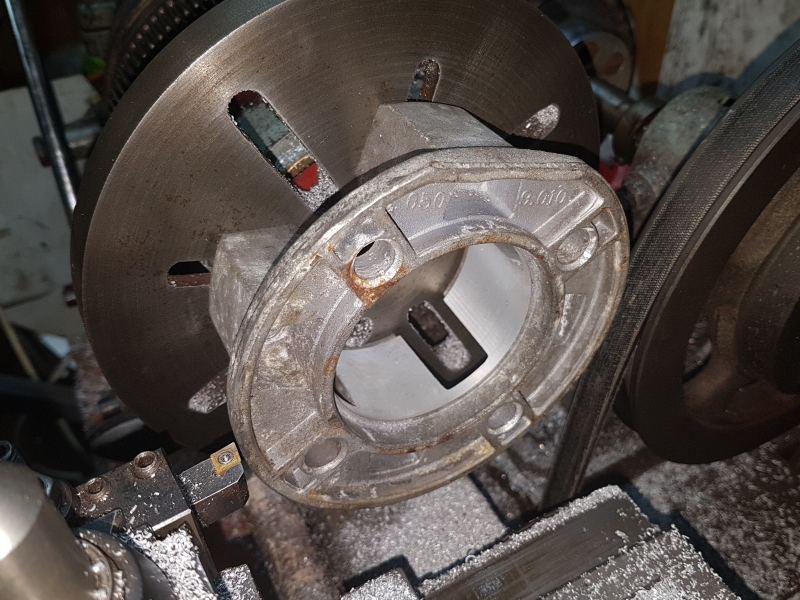
Afterwhich I faced it to give two referance surfaces and removed it from the faceplate:
I then made use of the flange mount holes in each of the four protrusions by tapping them as it meant it could be firmly affixed the other way round, without risk of warping the workpiece as there was a fair gap between the holes I'd used previously and the faceplate:
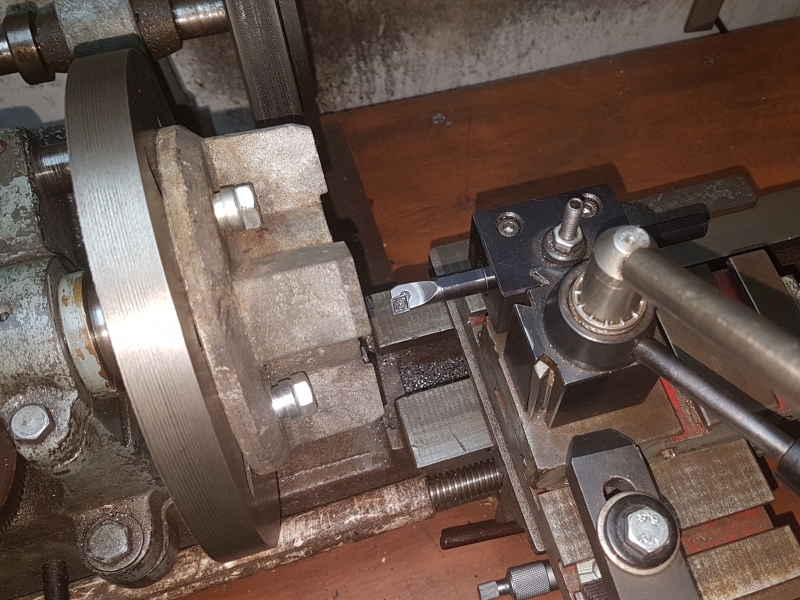
With that job done, I set it up to fly cut the flanges flat spot on it's outside edge as it will give me a way to mount it at 90° to the bed:
Thats as far as I've got so far, it was late by the time I finished it and I'm still working out some of the details as I'm limited by a short swing cross slide and nonfunctional mill but I did at least find a piece of square that would be a suitable foot to mount the thing to the ways.
Anyhoo, have a great Christmas one and all and I'll see y'all round.
Until then, stay safe, stay happy, and keep those chips flyin' (=[ >*
















































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)