And what would any new tool report be worth without some feedback as to what it cost and how well it worked? The quick change toolpost and holder set that I bought at Little Machine Shop was item #2280, and retailed for $155.00. I see on the invoice a $5.00 charge for handling?? and a $27.95 charge for shipping---Now we're up to $187.95, and when I picked it up at the post office I got to pay $26.00 for the privelage of being a Canadian citizen (taxes).----So----Call it a round $214.00 my cost. The tools seem very well made, from steel, not aluminum, and a very nice black oxide finish on all of the non mating surfaces. The holders are not hardened, as I checked with a hacksaw---(more on that later.)
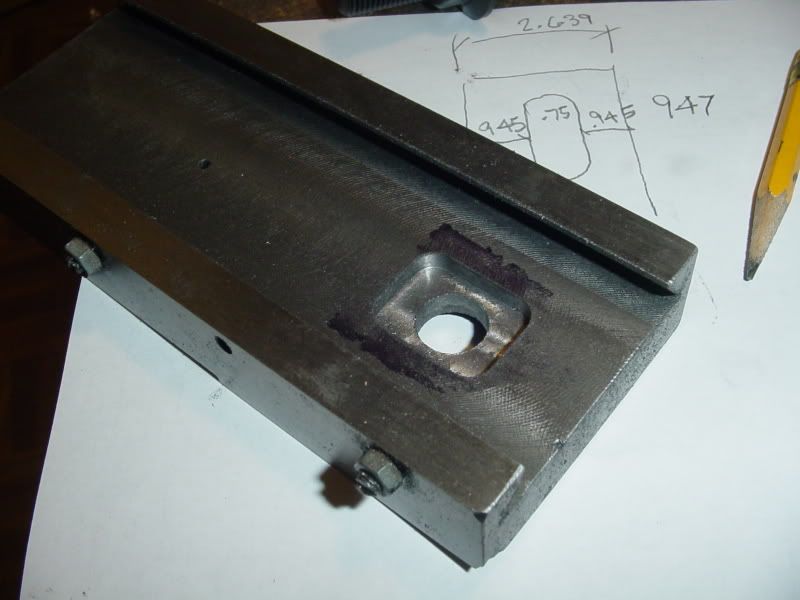
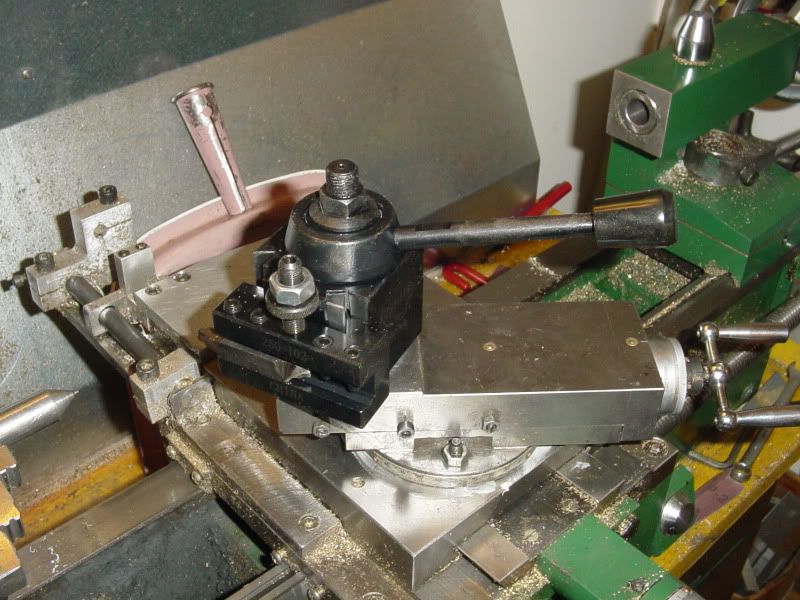
The holders are 2.95" long, with 4 set screws each to clamp the cutting tool. The slot to hold the tool is 0.553" wide, and 0.445" deep, so they would hold a 1/2" square shank tool, but are perfect for a 3/8" square cutting tool. With a 3/8" square cutting tool in the holder, I can lower the holder untill the tip of the cutting tool is about 0.247 below the center of my chuck, so probably a 1/2" square tool would fit but you would have very little downward adjustment left. The two toolholders are great. The cut-off tool holder slot is 0.546" wide x 0.192 deep, and seems to hold my 1/2" x 1/8" cut off tool just fine. It has a sliding wedge type affair to clamp the cutting tool in place, and it works---I cut off a peice of 1/2" diameter steel just to test it. The knurling tool seems to be functionally useless, as its the type where you have to use the compound rest crossfeed to push it into the work to create the knurl.---However, the good news is that it already has a 0.553" wide x .445" deep slot half the length of itself, with 2 setscrews. I tested it with my hacksaw and its soft, so probably I will cut the knurling end off it, mill the slot all the way through, and add two more set screws to make a third tool holder. My old "squeeze type" knurler had a rectangular shank .409 thick x 0.625" deep---A quick trip over to the mill and the 0.625" was quickly reduced to 0.530" so it would fit into one of the new toolholders. I didn't do any testing of the boring tool holder, as I will have to make a split bushing to hold my 1/2" shank boring tools. What I didn't realize untill right now are the trade offs involved with a quick change toolpost as opposed to the other type which came on my lathe. With my old holder, you had to mess around with different thicknesses of shims to get the cutting tool set at the correct height----BUT--- You could loosen off the handle without a wrench and rotate the whole toolpost to easily achieve whatever angle of contact the tool had with the peice being turned, then lock it in place again via the handle---No wrench required. With the new Quick Change Toolpost, its exactly the opposite. Tool height adjustment is very quick and easy, but to change the aspect of tool to workpeice, you need a wrench to loosen off the toolpost bolt in order to rotate it into the proper position, then again the wrench is required to lock it in place. Only time will tell how much of an agravation that is going tobe. So, there you have it. My first tool review of 2011.---Brian
























































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)















 Gives you something to do between projects though......
Gives you something to do between projects though......
