Hi guys,
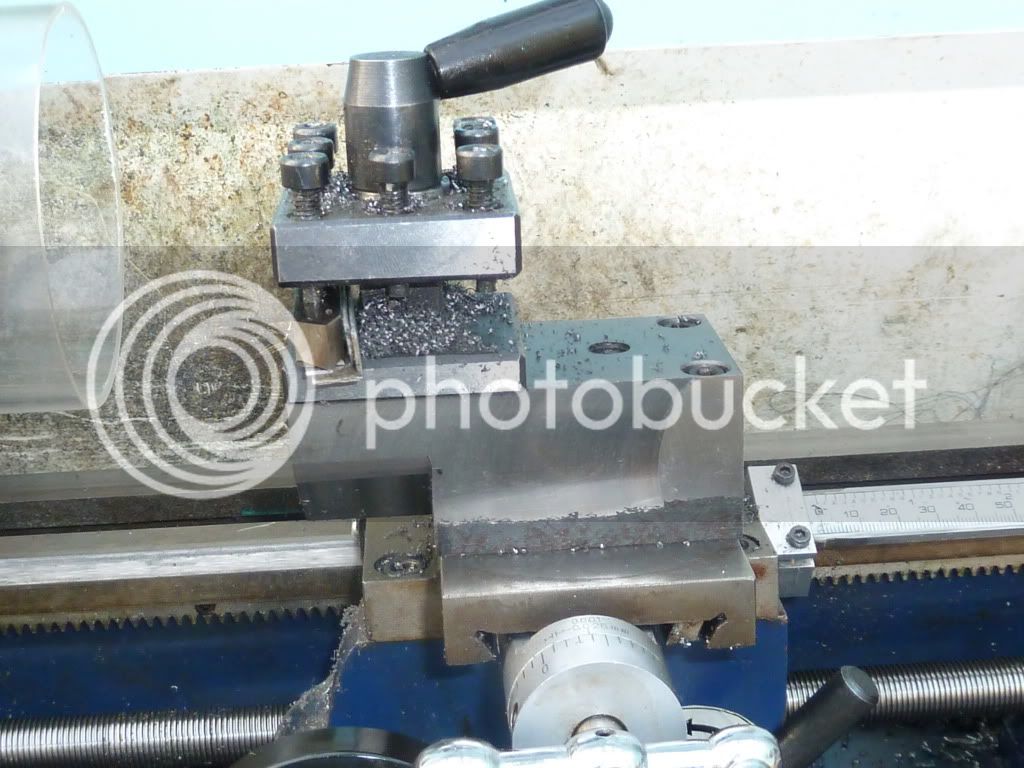
I have started working on small engine project and did my first turning and facing operations on the lathe. Turning gave a good smooth finish on the aluminum bar that I am planning to make a cylinder. However, facing is the one that I have trouble with. I haven't obtained smooth finish after facing. I have attached the pictures of the surface I obtained after facing and arrangement I used on the lathe. I have set the compound to 30 deg and used a carbide insert cutting tool "AR". Could you please let me know what I am doing wrong? Also, the proper way for doing facing on the lathe. I have some videos on youtube but I guess I am still missing some information
Thanks guys,
Sri.



I have started working on small engine project and did my first turning and facing operations on the lathe. Turning gave a good smooth finish on the aluminum bar that I am planning to make a cylinder. However, facing is the one that I have trouble with. I haven't obtained smooth finish after facing. I have attached the pictures of the surface I obtained after facing and arrangement I used on the lathe. I have set the compound to 30 deg and used a carbide insert cutting tool "AR". Could you please let me know what I am doing wrong? Also, the proper way for doing facing on the lathe. I have some videos on youtube but I guess I am still missing some information
Thanks guys,
Sri.