I had grand thoughts of making a quick change tool post for the lathe. I sought out any number of build threads, some designs I liked, some not so much. One thought was quickly apparent re the tool post itself, this is a large lump of steel to begin with, it isnt going to be cheap dollar wise nor labour wise.
I have a large lathe (12 x 36) and accordingly needed a large qctp, these were damned costly at well over $400 for the set, post and holders. Looking around I found that I could buy the tool post itself delivered for $85 and the much simpler tool holders could be made up over time. The dovetail cutter I already had and lumps of steel size enough for tool holders I have heaps of.
This is certainly the economic way of upgrading and still allows you an element of self achievment, but even further, it allows you to make that tool holder exactly as YOU need it, not as the factory wants you to have it.
I have intentions for several steel tool holders.... and then it all started..... why cant things like the parting off tool holder be a lump of (polished??)brass? Or even the boring bar holders (ill need 2 of these)..... these units are relatively low load holders, I wouldnt consider the standard style cuting tool holders in brass (for this large lathe) but Im pretty certain that it would be strong enough for the boring and parting tools.
Anyone have any experience here? I can cast any sized brass block I need and I have quite a large brass inventory so that cost is minimal and more importantly the manufacture would be much easier milling brass over steel.
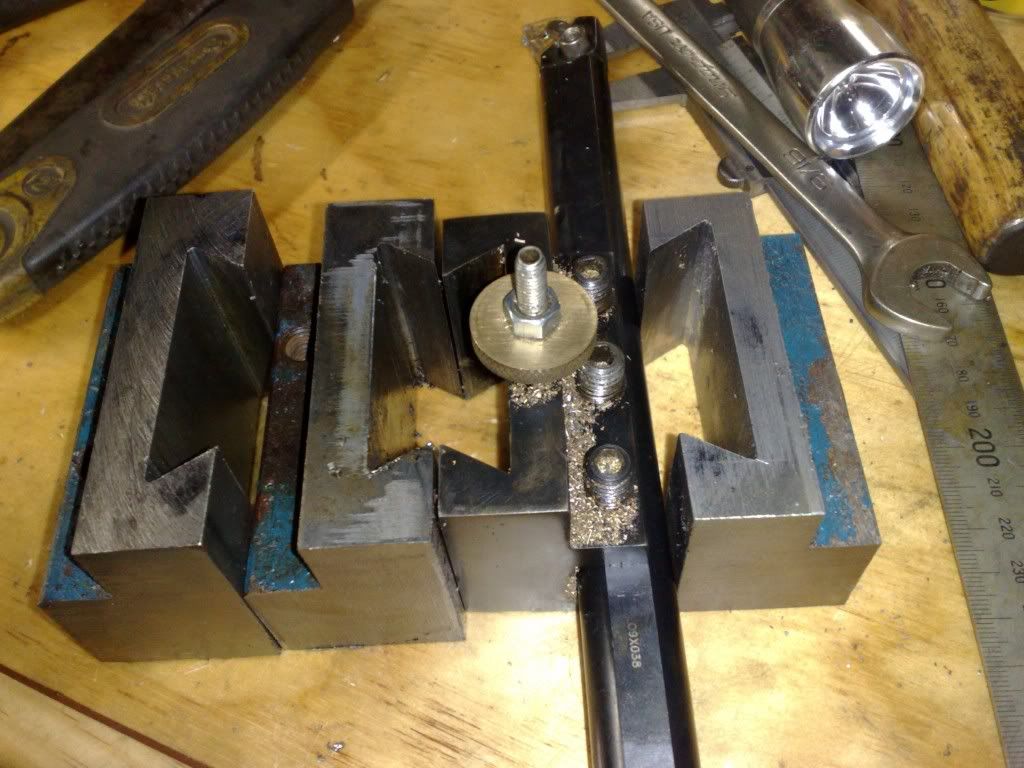
This all came about because last night I made the first of the standard holders. From steel using the HZ mill for the majority of the metal removal and then the vert mill for the finish and dovetails. This took a couple of hours for one holder.. Im thinking 2 more in steel and 3 in brass.
Unless of course anyone can point out what I am missing here....
Jump guys, your thoughts are needed......(having learnt from my last project Im now asking BEFORE I do anything... you can teach an ole dawg new tricks....) :big:
I have a large lathe (12 x 36) and accordingly needed a large qctp, these were damned costly at well over $400 for the set, post and holders. Looking around I found that I could buy the tool post itself delivered for $85 and the much simpler tool holders could be made up over time. The dovetail cutter I already had and lumps of steel size enough for tool holders I have heaps of.
This is certainly the economic way of upgrading and still allows you an element of self achievment, but even further, it allows you to make that tool holder exactly as YOU need it, not as the factory wants you to have it.
I have intentions for several steel tool holders.... and then it all started..... why cant things like the parting off tool holder be a lump of (polished??)brass? Or even the boring bar holders (ill need 2 of these)..... these units are relatively low load holders, I wouldnt consider the standard style cuting tool holders in brass (for this large lathe) but Im pretty certain that it would be strong enough for the boring and parting tools.
Anyone have any experience here? I can cast any sized brass block I need and I have quite a large brass inventory so that cost is minimal and more importantly the manufacture would be much easier milling brass over steel.
This all came about because last night I made the first of the standard holders. From steel using the HZ mill for the majority of the metal removal and then the vert mill for the finish and dovetails. This took a couple of hours for one holder.. Im thinking 2 more in steel and 3 in brass.
Unless of course anyone can point out what I am missing here....
Jump guys, your thoughts are needed......(having learnt from my last project Im now asking BEFORE I do anything... you can teach an ole dawg new tricks....) :big:







")