




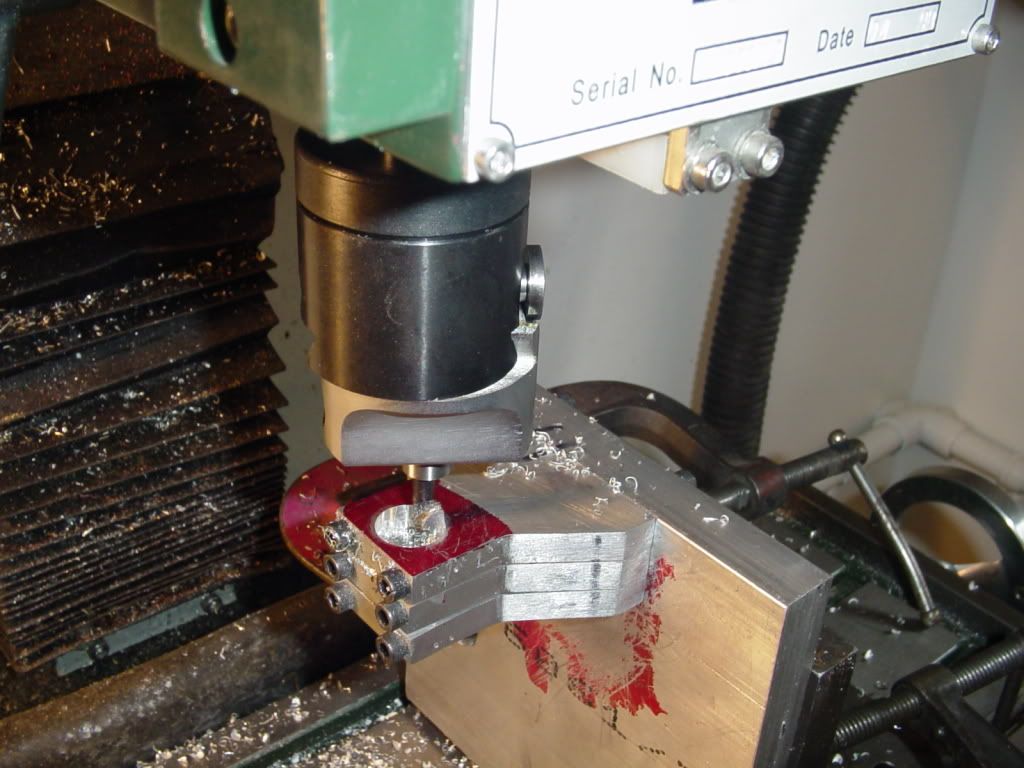
I bought an offset boring head for my milling machine last week. Not because I had any particular work in mind for it, just "Because". I ended up with a little "found money" ---Federal government had overcharged me on one of my taxes last year, and found it in their heart to send me a refund cheque!!!! I knew in theory how to use this tool---(I am a great reader and internet researcher), and I knew that sooner or later I would have need of it. It so happened that it came "sooner", as today when I was machining the bearing stands for my current "double horizontal" engine, I needed to bore them for an 11/16" o.d. ball bearing. What a nice tool to use!!! I have a collection of 1/2" shank carbide boring bars that I bought when I got my lathe last March, and they fit into the boring head. It doesn't like high speed, as it rapidly becomes "unbalanced" as you increase the offset, but it seems to work very well at about 650 RPM. It has a small dial on the face that you adjust with an Allen wrench to increase the offset of the tool. I didn't know what the different graduations signified, but a little trial and error showed that for each graduation on the dial it increases the bore diameter by 0.002". Its one more tool in my rapidly expanding "arsenal" of machining attachments, and I really like it. This is the only picture I have on file showing the tool in operation. The set-up leaves a bit to be desired in terms of "rigidity" (or so I've been told), so look at the tool, DON'T copy the set-up.
")






![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)








![TurboCAD 2020 Designer [PC Download]](https://m.media-amazon.com/images/I/51UKfAHH1LL._SL500_.jpg)
















![[The Haynes GM, Ford, Chrysler Engine Performance Manual: The Haynes Manual for Understanding, Planning and Building High-Performance Engines (Haynes Techbook)] [Author: Haynes, Max] [August, 2008]](https://m.media-amazon.com/images/I/51x6eyiUHhL._SL500_.jpg)




























