I'm new to the forum (as a member) so here's a little introduction.
I'm Jos from the Netherlands. I've been reading this forum for a while now and decided to become a member because I'm interested in machining and everything that has got to do with that subject.
I started about 8 years ago at an internship, working in a toolroom of a large manufacturing plant. I had never operated a lathe or mill and got started on making tooling with the help of a very skilled mentor who had a lot of patience with me.
After half a year the internship was done and I hadn't touched a machine for about 4 years until I bought a lathe myself. It was worn down to almost scrap but what did I care, I had something to be busy.
I made a lot of rough stuff on that machine, bushings etc that didn't really require precision. It had about 0,050 runout anywhere so you didn't want precision anyway.
About half a year ago I decided I needed an upgrade so I bought a used but as-new Weiler Matador lathe and a Deckel FP1 mill with as much tools as one would want. Collets, drills, taps, dies, cutters, etc etc.
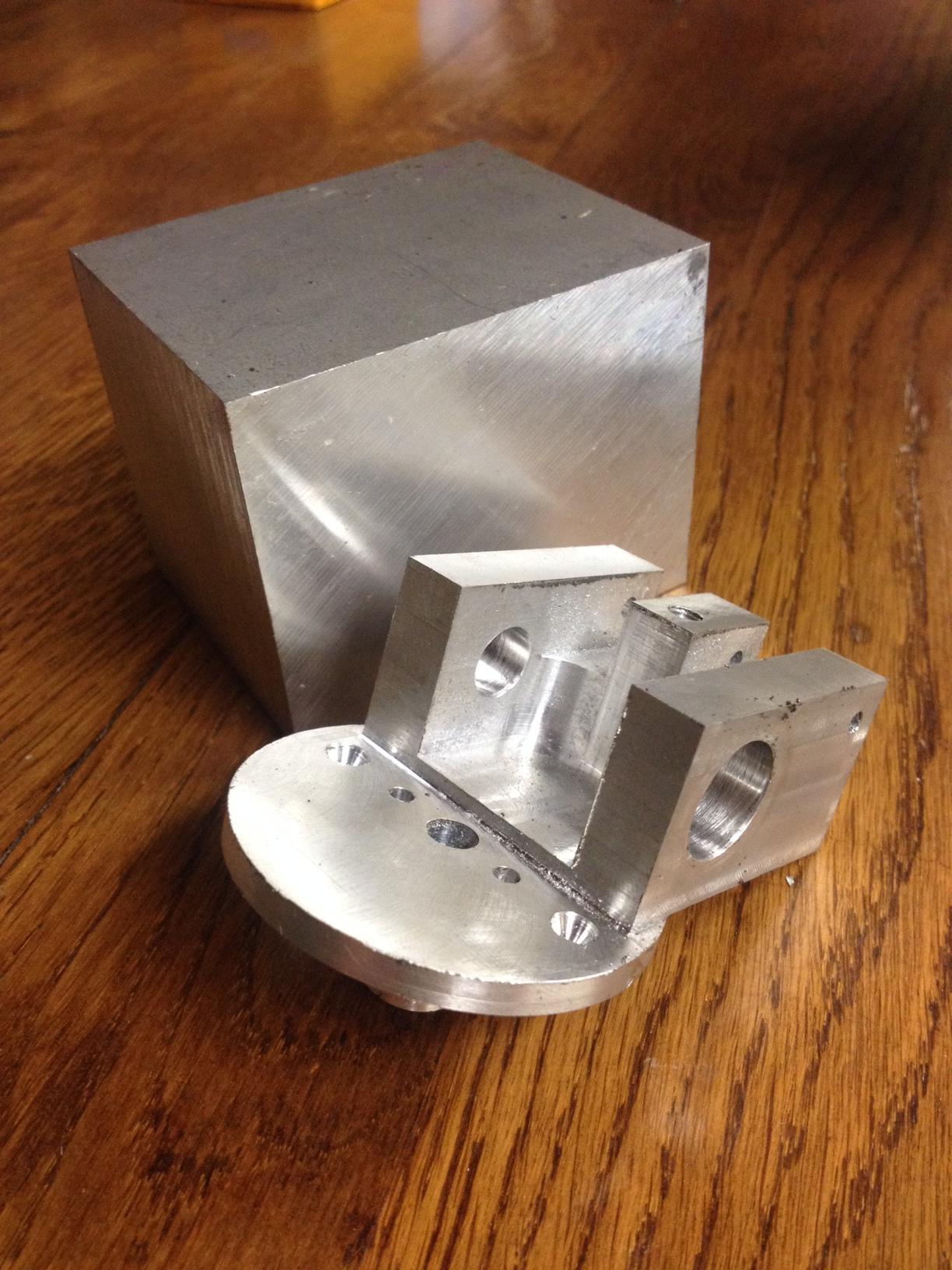
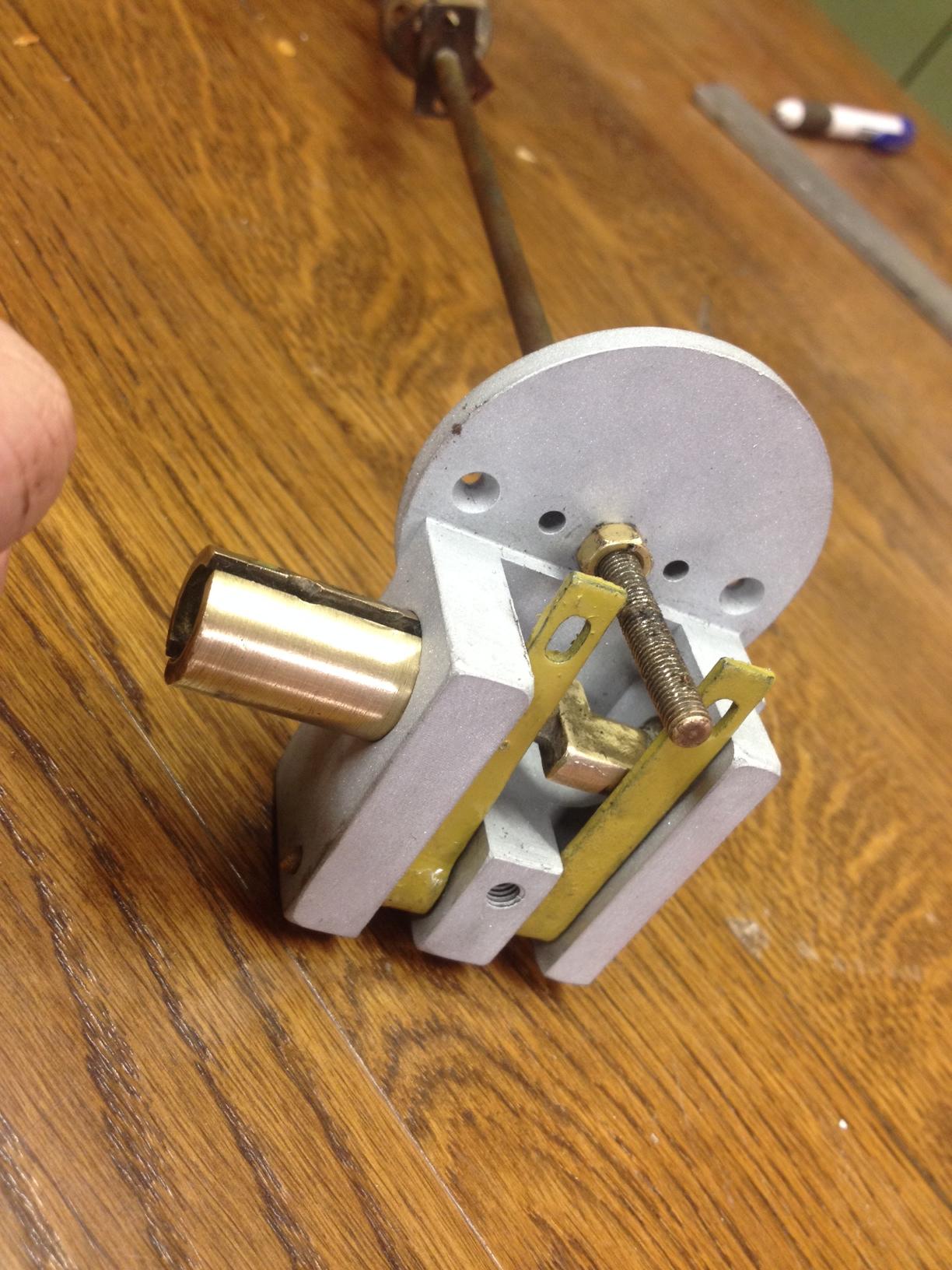
With a lot of help from this forum I started making parts for old cars which I help to restore. It's not exactly model engine making but much similar. I'll try to upload photo's of the parts I've made so far.
I'm Jos from the Netherlands. I've been reading this forum for a while now and decided to become a member because I'm interested in machining and everything that has got to do with that subject.
I started about 8 years ago at an internship, working in a toolroom of a large manufacturing plant. I had never operated a lathe or mill and got started on making tooling with the help of a very skilled mentor who had a lot of patience with me.
After half a year the internship was done and I hadn't touched a machine for about 4 years until I bought a lathe myself. It was worn down to almost scrap but what did I care, I had something to be busy.
I made a lot of rough stuff on that machine, bushings etc that didn't really require precision. It had about 0,050 runout anywhere so you didn't want precision anyway.
About half a year ago I decided I needed an upgrade so I bought a used but as-new Weiler Matador lathe and a Deckel FP1 mill with as much tools as one would want. Collets, drills, taps, dies, cutters, etc etc.
With a lot of help from this forum I started making parts for old cars which I help to restore. It's not exactly model engine making but much similar. I'll try to upload photo's of the parts I've made so far.