




- Joined
- Jun 4, 2008
- Messages
- 3,294
- Reaction score
- 636
I made two recent changes to the Bridgeport mill tooling that have made frequent raising and lowering of the table a necessity. The first is a keyless chuck that is quite a bit longer than the small chuck I used for center drills and the like. The second is the rotary table-lathe chuck combo that is 10" or more high.
I had seen a commercial version of this tool for sale on the internet, but it seemed to be makeable inb the shop now that I had a rotab.
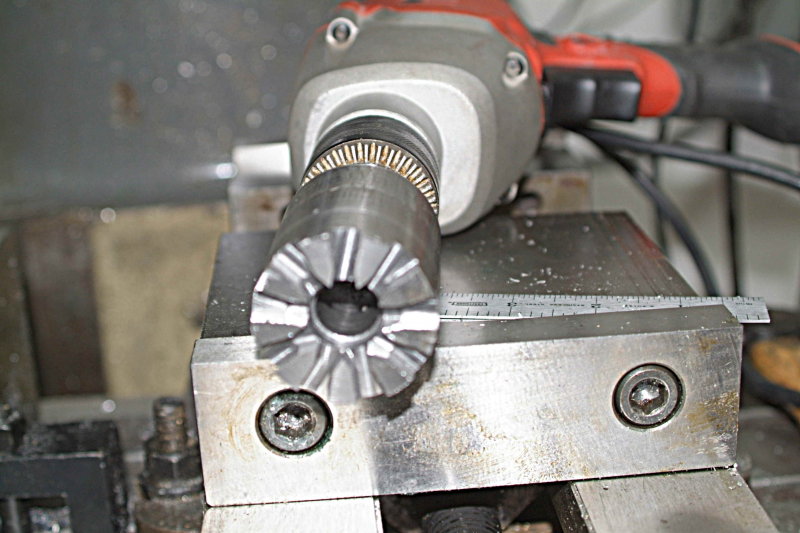
The "secret" to cutting the lugs is to realize that one side of each lines up with a side of the other with the line passing via the center. So I took a 3" long piece of 12L14 2" rod, drilled a 1/2" center hole on the late 1.25" deep, and then used a 5/8 end mill to enlarge the hole to match the shank on the knee. With the work held vertically in the rotab and a 3/16" endmill in the spindle, I set the y-axis off center by half the diameter of the endmill. Then it was a matter of making nine passes along the x-axis, each pass being 40 degrees of rotation, to form the 9 lugs. The slots on the mill are .150" deep, and I made 4 trips around taking .04" DOC each time.
Afterwards I put the piece in the lathe and turned the opposite end to a .5" diameter for a length of .75", allowing it to be chucked in a 1/2" electric drill. The lugs are a tight fit, but the tool works as it should. I think offsetting the y-axis a few thousands extra would make the lugs a bit narrower and a looser fit.
Anyway, I'm happy with the result. It took me about 2 hours to make. I might have been able to mill the slots faster, but I wasn't sure how deep a cut I could take with that small endmill.
I had seen a commercial version of this tool for sale on the internet, but it seemed to be makeable inb the shop now that I had a rotab.
The "secret" to cutting the lugs is to realize that one side of each lines up with a side of the other with the line passing via the center. So I took a 3" long piece of 12L14 2" rod, drilled a 1/2" center hole on the late 1.25" deep, and then used a 5/8 end mill to enlarge the hole to match the shank on the knee. With the work held vertically in the rotab and a 3/16" endmill in the spindle, I set the y-axis off center by half the diameter of the endmill. Then it was a matter of making nine passes along the x-axis, each pass being 40 degrees of rotation, to form the 9 lugs. The slots on the mill are .150" deep, and I made 4 trips around taking .04" DOC each time.
Afterwards I put the piece in the lathe and turned the opposite end to a .5" diameter for a length of .75", allowing it to be chucked in a 1/2" electric drill. The lugs are a tight fit, but the tool works as it should. I think offsetting the y-axis a few thousands extra would make the lugs a bit narrower and a looser fit.
Anyway, I'm happy with the result. It took me about 2 hours to make. I might have been able to mill the slots faster, but I wasn't sure how deep a cut I could take with that small endmill.