




- Joined
- Jul 16, 2007
- Messages
- 3,023
- Reaction score
- 1,098
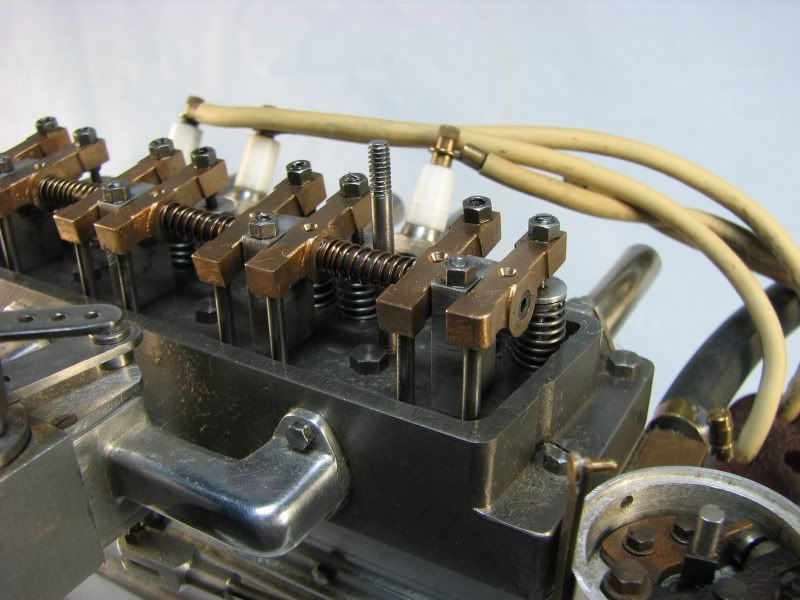
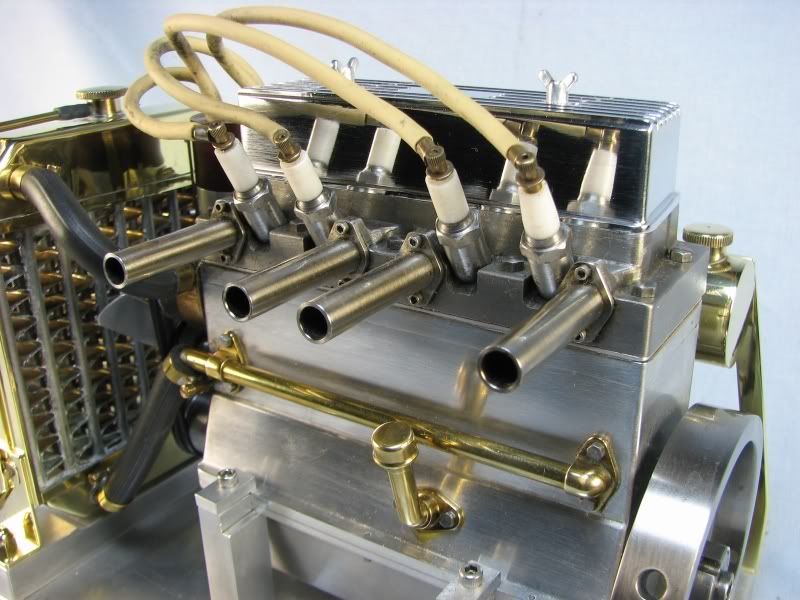
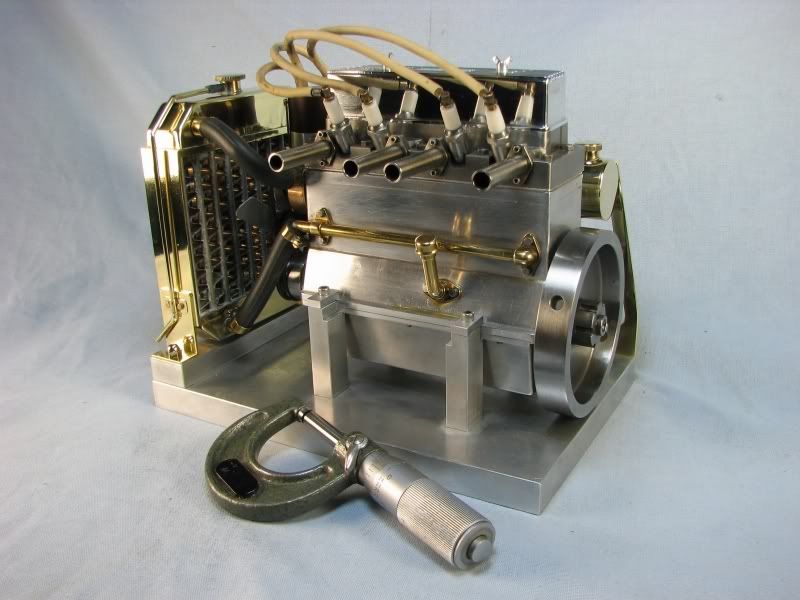
Gentlemen, I am getting my engines ready for a show this October in Zanesville, Ohio. I haven't run my 4 cylinder engine in quite awhile so after going through it, cleaning plugs, resetting timing, adjusting advance mechanism, etc. I thought I would post a few pictures. You can see the general size of the engine by comparison with the micrometer in the picture. It has a water jacket around the cylinders with a water pump. It has a point/spark ignition with home made spark plugs, the reach is longer than what is available. The oil system is splash. I usually put a few drops on the valve train before running it. The bore is .625 and the stroke is .750. The radiator top and bottom tank was made with a die and it put some wrinkles in the brass but not too bad. There are 3 rows of .125 tubes and the finning was made from strips of brass. I cut the strips, tinned them and then formed the shape over a fixture made with small pins in a board. These were then fluxed, slid between tubes and then soldered with a propane torch.
gbritnell


gbritnell
")