- Joined
- Aug 25, 2007
- Messages
- 3,890
- Reaction score
- 715
Thanks, Rob.
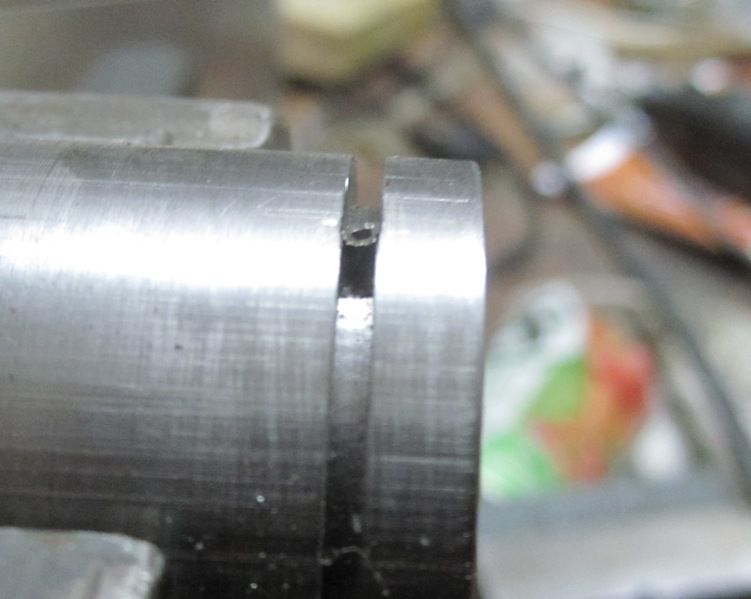
Today I finished up the water jacket. I started with 2" OD DOM steel tubing. After turning both ends square, I mounted the piece in my milling machine vise to drill the holes for the threaded bushings. First a 5/16" hole...
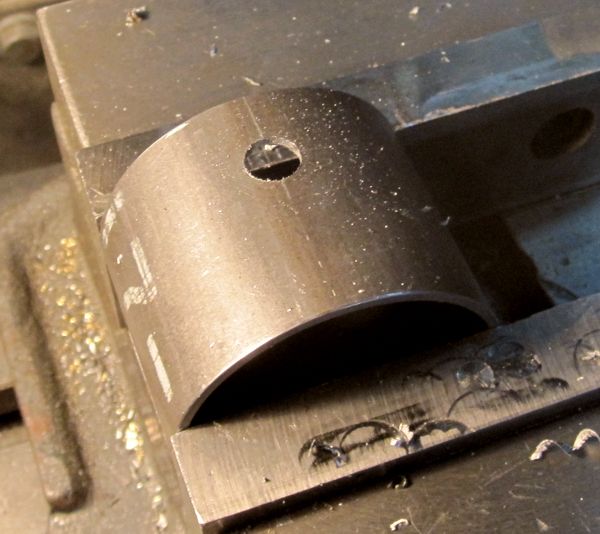
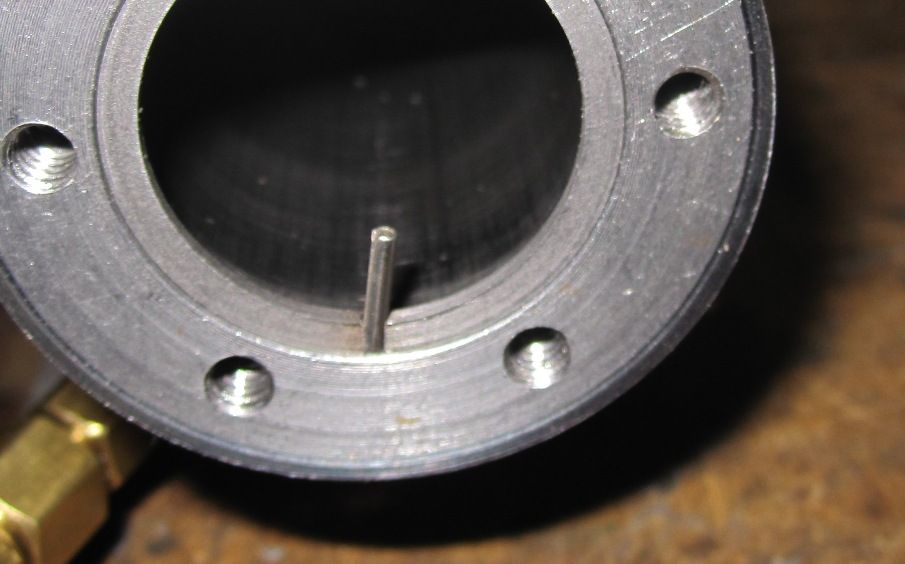
Then I used a 3/8" diameter end mill to create a shelf.

Here's a couple of pictures with both bushings silver soldered into place.


Here I've cleaned it up and threaded the bushings with a 1/4" model pipe taper thread.


The hot water will exit out the top, front of the water jacket, the cool water will enter at a 45 (135) degree angle from the back lower quadrant.
Tomorrow I'll shape the front part of the cylinder. Then I'll either press or heat shrink the water jacket in place on the cylinder. Gonna be tense!
Chuck
Today I finished up the water jacket. I started with 2" OD DOM steel tubing. After turning both ends square, I mounted the piece in my milling machine vise to drill the holes for the threaded bushings. First a 5/16" hole...
Then I used a 3/8" diameter end mill to create a shelf.
Here's a couple of pictures with both bushings silver soldered into place.
Here I've cleaned it up and threaded the bushings with a 1/4" model pipe taper thread.
The hot water will exit out the top, front of the water jacket, the cool water will enter at a 45 (135) degree angle from the back lower quadrant.
Tomorrow I'll shape the front part of the cylinder. Then I'll either press or heat shrink the water jacket in place on the cylinder. Gonna be tense!
Chuck



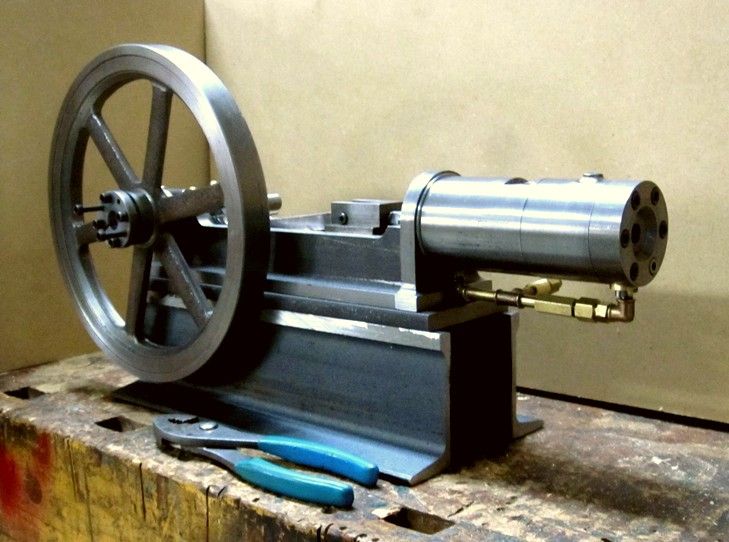
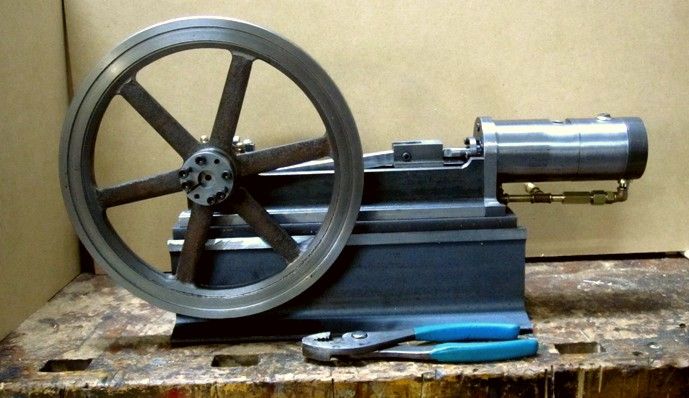
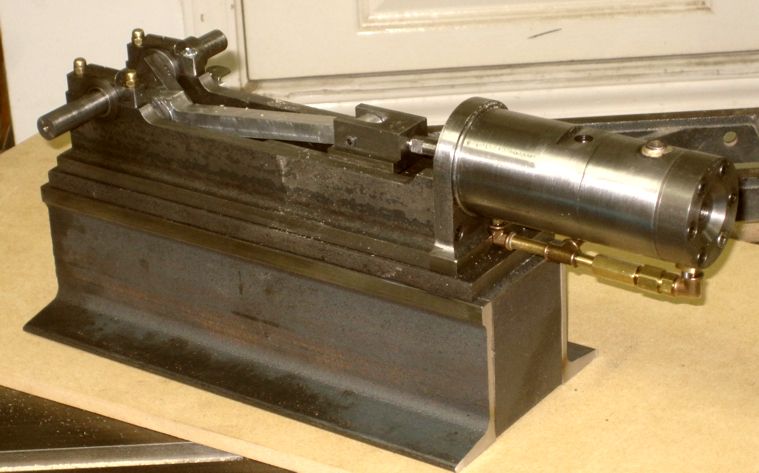
 It's back together and I've gotten it to fire a few times. Just need to put together an air bleed for the vapor fuel tank/carb and I think it will run! I'm pumped!
It's back together and I've gotten it to fire a few times. Just need to put together an air bleed for the vapor fuel tank/carb and I think it will run! I'm pumped!
























![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)