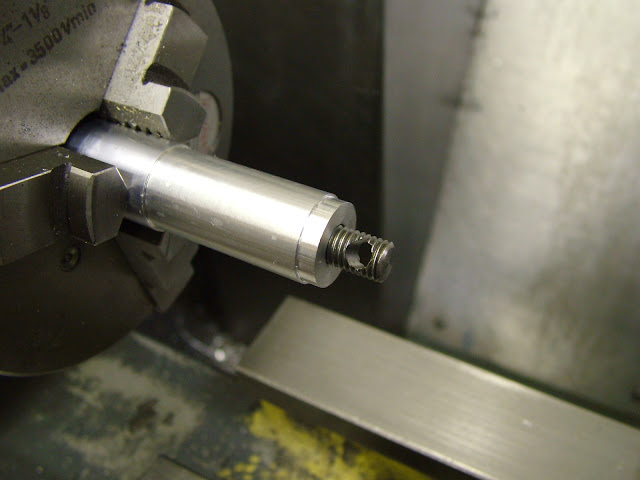
Hi Chris, If you haven't turned too much of your CI stick down you could save on material by this method ... cut off a couple of slices say 12 thick then cut each side of the disc away to give a 30mm long square stick with slighly radiused ends. Pop in the fourjaw and bring to round section as long as possible then reverse it in the three jaw to finish off the square end. With a nice thin parting tool you should easily get a piston and CP from each piece. Yes a bit long winded but it
does save material and there will be a hell of a lot less swarf too
")
Some may question that the 'grain' is in the wrong direction but I have never found this to be a problem. I usually make mine from a cut off of a slab of continuous cast meehanite that I have exactly as above only with slightly more material to play with
Re the making - the method you propose is ok - how are you intending to lap the piston after parting off?
I'm not sure you if you've made it yet but personally I would always make the liner first and lap it before turning the piston - that way you can be sure of leaving the right amount on (the piston) for lapping - not too little and, sometimes worse, far too much.
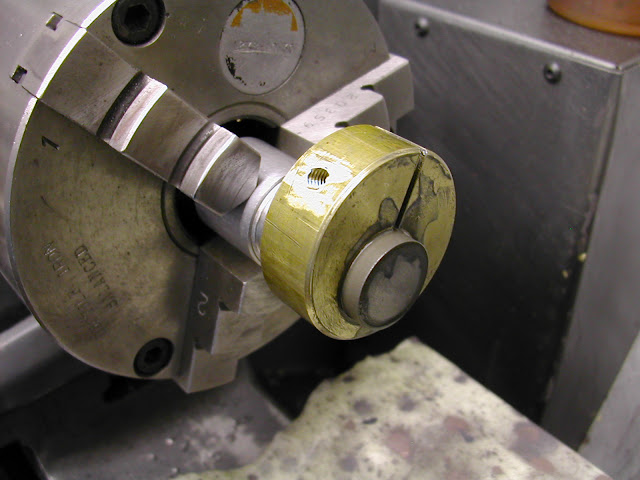
The CP can be a problem to get the right fit. If it is reccessed then I have found the best way to hold it is to push it on to an expanding mandrel which will hold it sufficiently to lap. I have tried this tapered thin wall method recommended by some but so far have had little success with it, much prefering to lap a thicker walled it version to fit. This process was covered on the Super Tigre build.
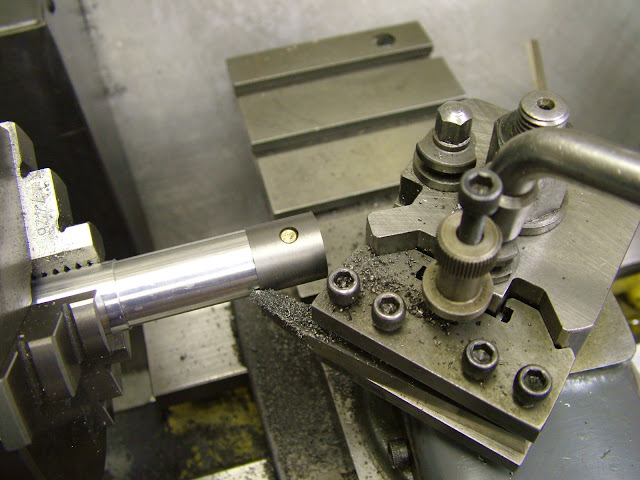
Drilling and reaming the wrist pin holes can be done on the mill - I'm assuming you have one - just hold it in a vise gripping the skirt and top face, set the spindle to the centre line and position from the top face then drill and ream through. If you haven't got a mill then a drill jig is the next best way to ensure the accuracy required, carrying this out before lapping of course.
10mm is quite a small bore - how are you intending to do that in the liner?
Quite often just reaming will leave very shallow undulations in the bore only noticeable when lapping begins so you need to make allowance for that. The other thing to be aware of is the pressure of the jaws if holding the liner itself directly in the three jaw - this too will result in three distinct marks up the bore which will have to be lapped out and the more lapping is done beyond what is neccessary the more the possibilty of bell mouthing/over tapering the bore. By doing the bore first in a fairly substantial piece then holding it on a mandrel to turn the OD's eliminates these potential problems considerably.
Hope this helps
Regards - Ramon