Hi All,
I looked into making a Mills 1.3 engine as they are getting very hard to get.
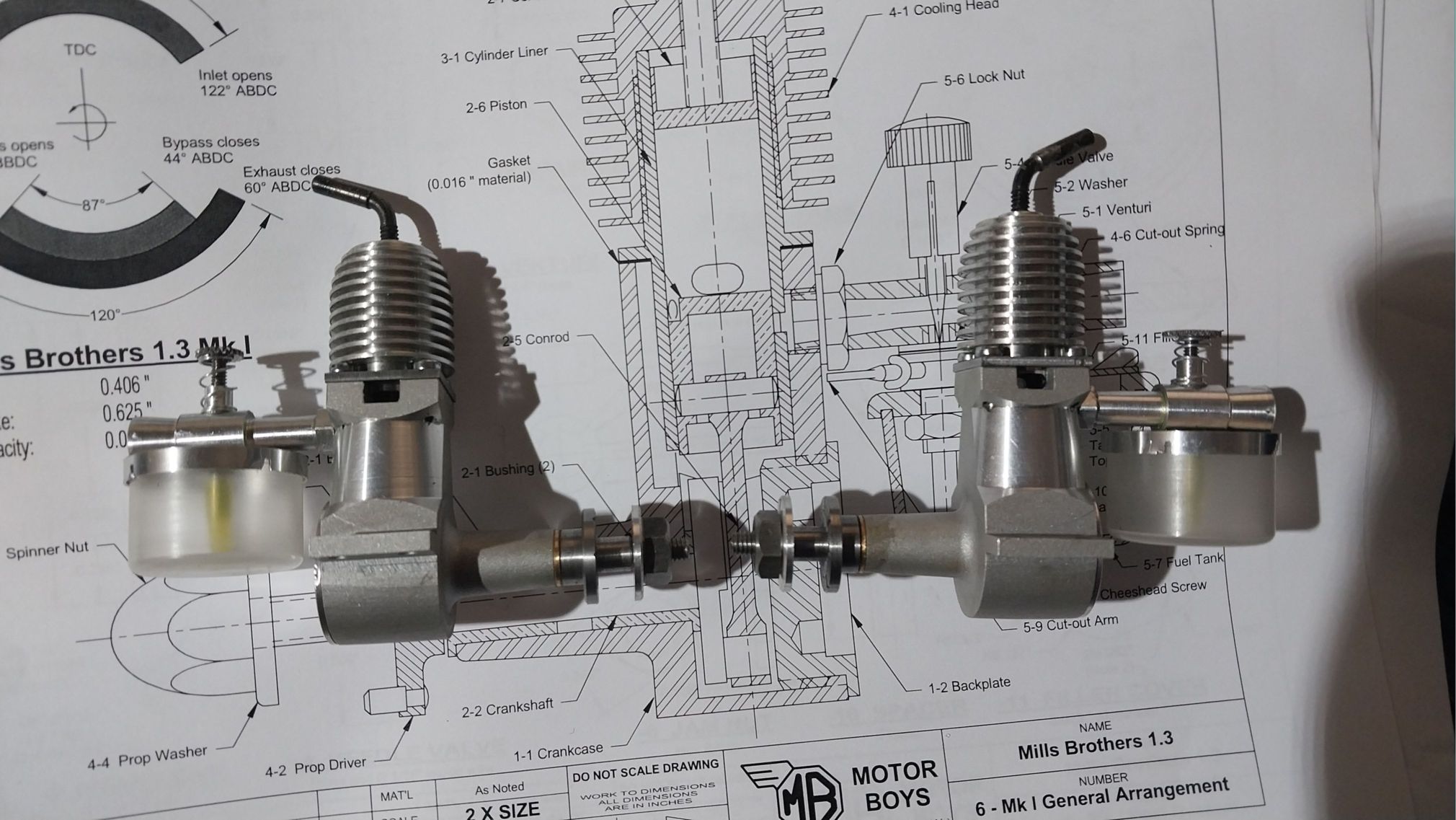
Found a web site with plans Oz : Mills 1.3 plan - free download
Printed the plans out and studied for a few hours. Have found many mistakes in downloaded plans in the past.
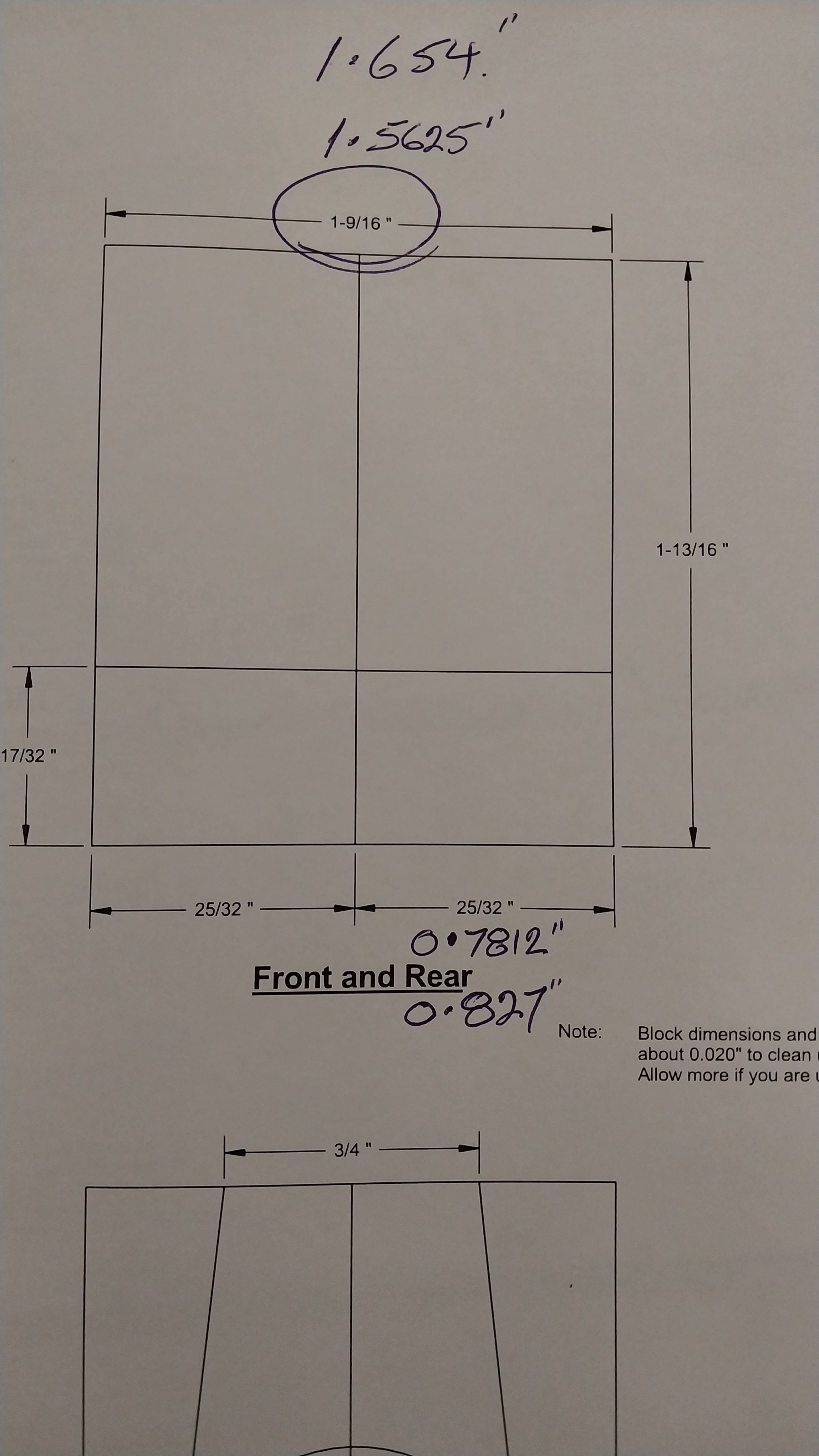
Found a mistake, width of the starter block for the crankcase was marked at 1-9/16" wide. on plans the width of the crankcase is total of 1.654" a difference of 0.0915".
After double checking dimensions, I checked on what I had at hand. I had enough to get started with.
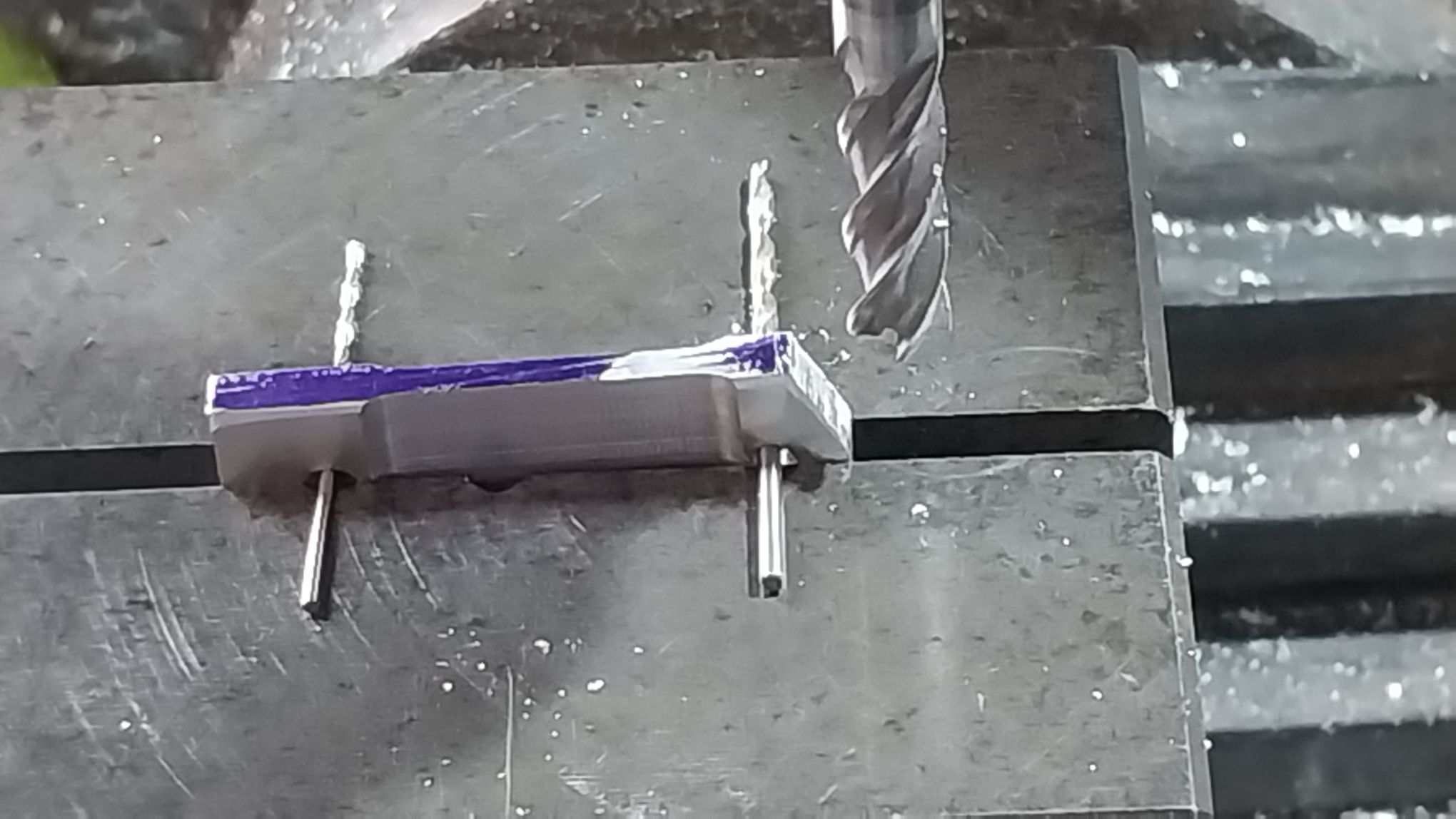
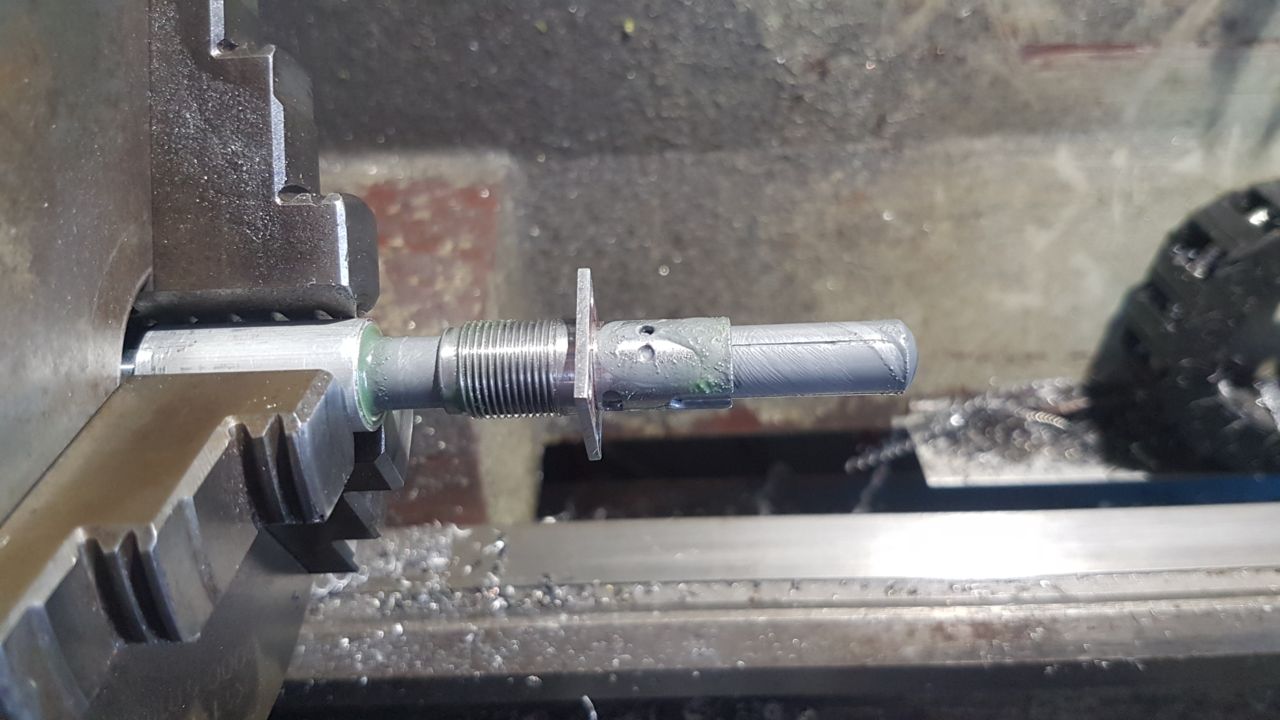
First got the material cut, then squared up and sized the block for crankcase.
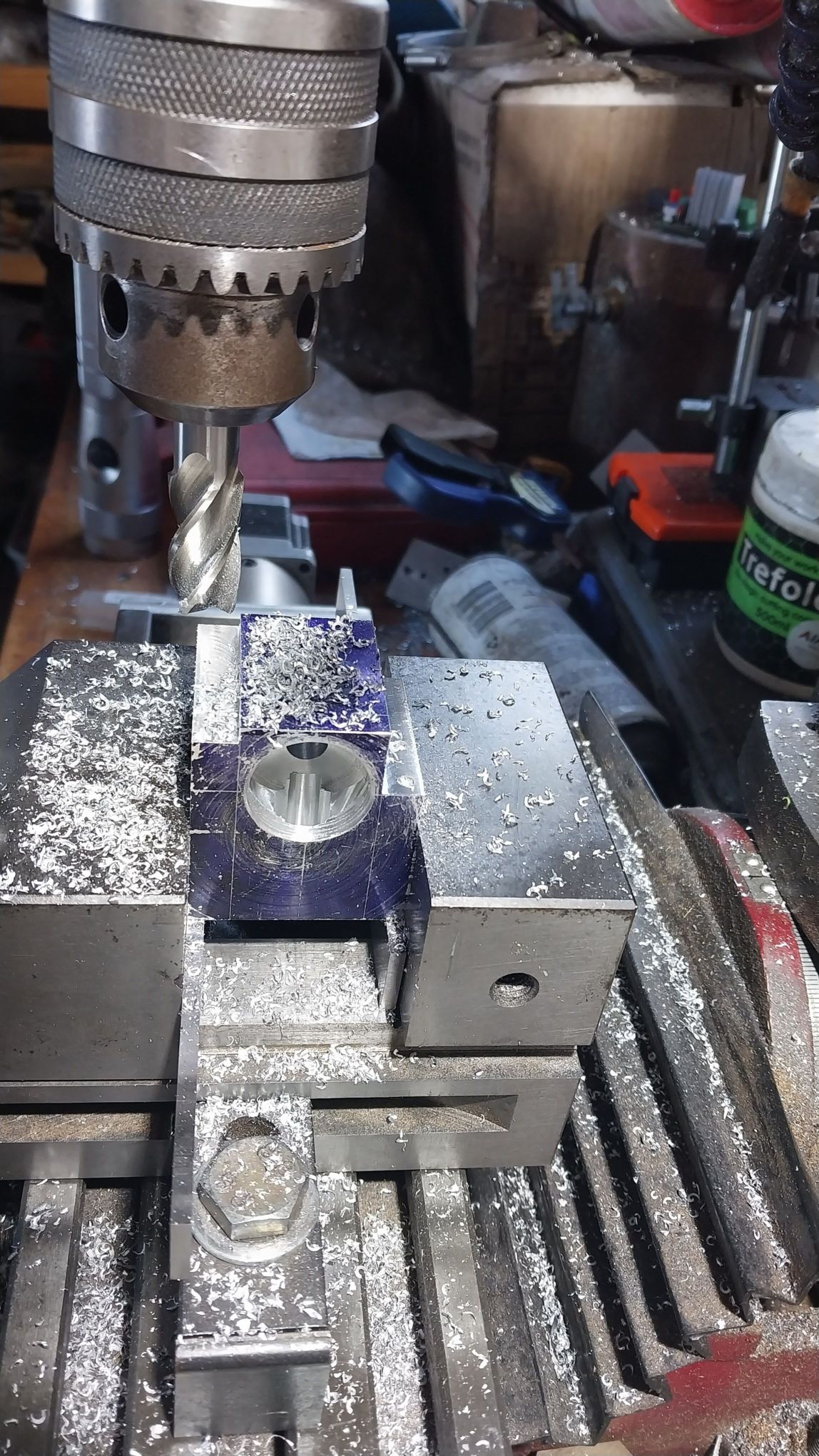
Then marked out and drilled 4 holes for the mounting lugs, then drilled and tapped the 4 holes for the cylinder mounting.
Will move on to crankcase machining tomorrow.
Cheers
Andrew
I looked into making a Mills 1.3 engine as they are getting very hard to get.
Found a web site with plans Oz : Mills 1.3 plan - free download
Printed the plans out and studied for a few hours. Have found many mistakes in downloaded plans in the past.
Found a mistake, width of the starter block for the crankcase was marked at 1-9/16" wide. on plans the width of the crankcase is total of 1.654" a difference of 0.0915".
After double checking dimensions, I checked on what I had at hand. I had enough to get started with.
First got the material cut, then squared up and sized the block for crankcase.
Then marked out and drilled 4 holes for the mounting lugs, then drilled and tapped the 4 holes for the cylinder mounting.
Will move on to crankcase machining tomorrow.
Cheers
Andrew
Attachments








Last edited:













































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)
![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)