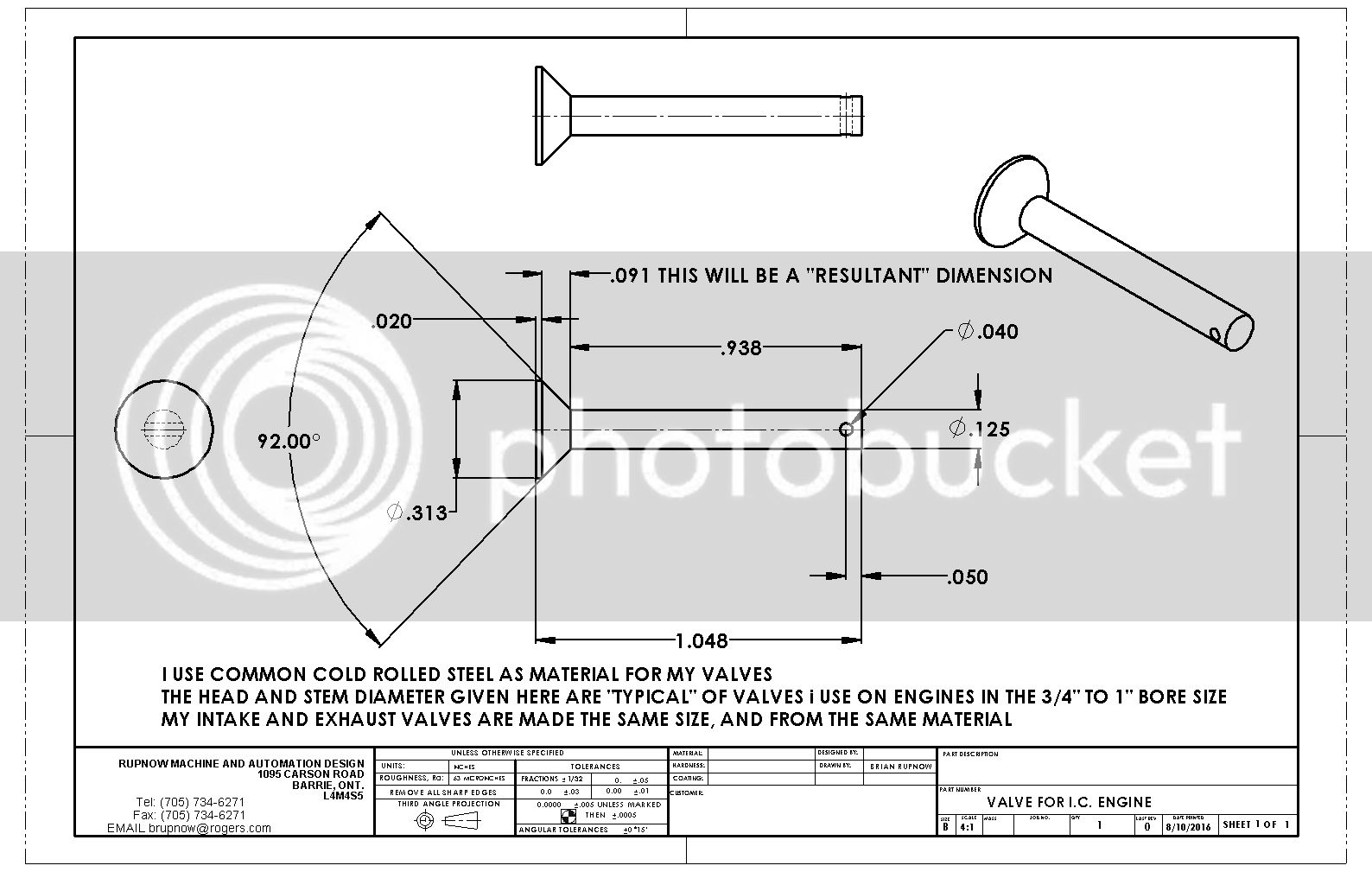
Today we are in tutorial mode. This is going to be a tutorial on how I make intake and exhaust valves for internal combustion engines in the 3/4" to 1" bore range. This is not the only way, but this is the way I have had great success with over the last 12 i.c. engines I have built and ran. This style of valve works equally well for both cam operated valves and for atmospheric valves. In the attached drawing, we have a very typical valve, similar to what I use. There may be minor differences in the stem length, but otherwise this valve is identical to what I use. Keep in mind--my engines are not hi-revving, hi-performance engines. they run in the 700 to 3000 rpm range.