First of all, I'd like this thread to be a "how to", but I'm afraid the question mark in the title says it all. At best we will learn how to make one with any indexing. At worst, we will learn some things that will not work. The current state of affairs requires that a person needing to make a 72 (or any other number) tooth gear has the ability to make 72 equal divisions. That just does not sound right.
I have a thread on the Questions sub forum, but I was not asking many questions, so I'm starting this one.
A quick preview of where I am:
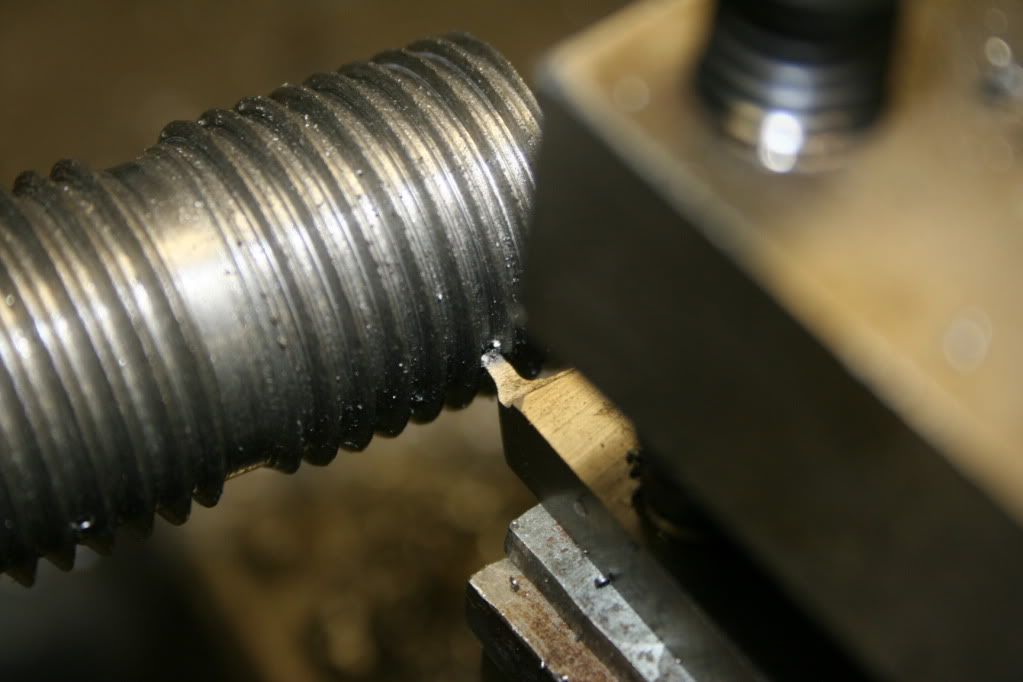
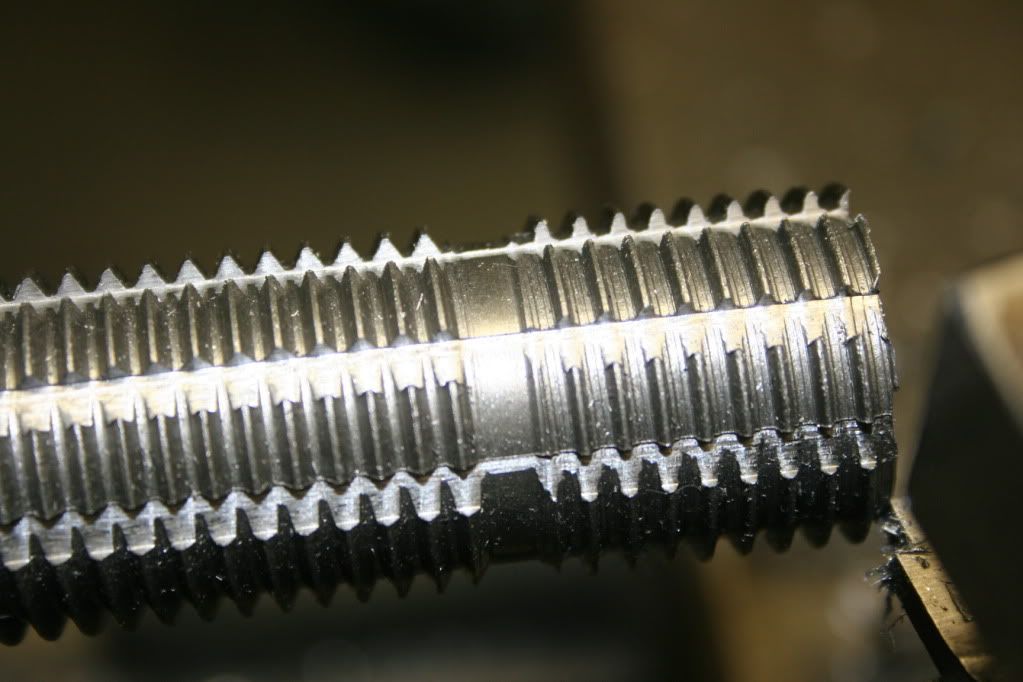
This is my initial effort at making the hob. 7 tpi, fluted using a cutoff wheel in a Dremel tool. The idea is for the hob to have continuous contact with the gear blank.

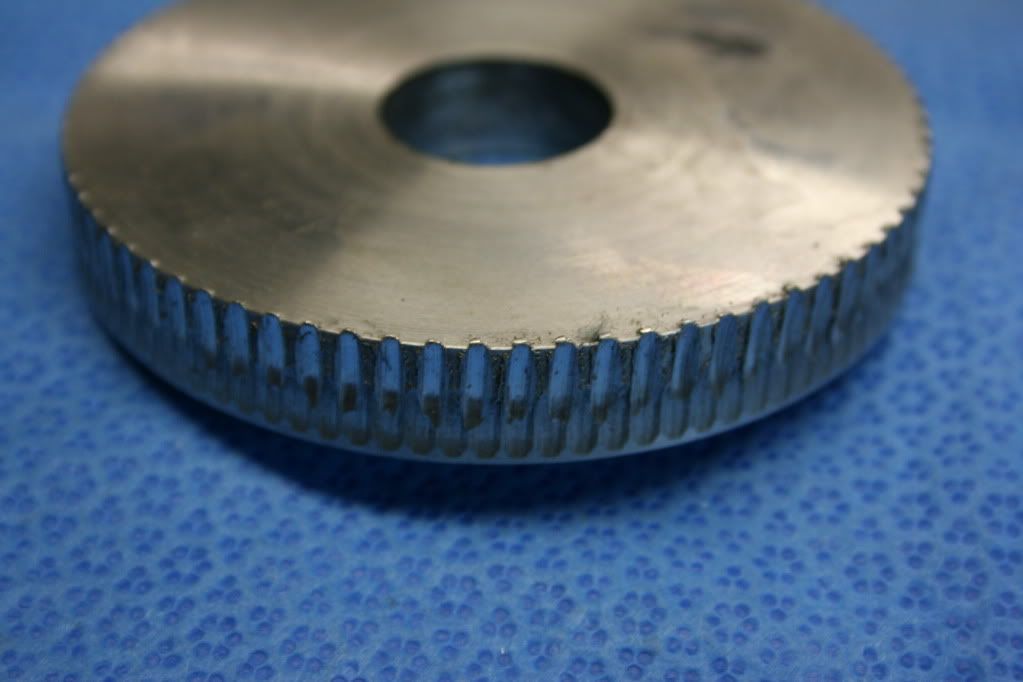
It worked fairly well. The technique is to rock the hob back and forth while feeding the gear blank into the hob, then cutting the teeth full depth in one pass. Here is the initial effort. It is .100" hard aluminum. While it made decent teeth, there were more than calculations predicted and I was less than happy with the tooth shape.

So I decided to alter the hob. Increased the number of flutes and lowered the tooth height, thinking that a cutter more resembling the Acme pattern would be better. WRONG! The second gear was made using .500" thick aluminum. Things did not go well. The cutter refused to really dig in and actually allowed the blank to quit turning at times. Here is the grim result. It looks doubly strange because I flipped it over and tried a second time.
So back to the beginning for try #2. It will be 8 tpi in order to reduce the depth of cut. Instead of reducing the depth of cut in order to alleviate cutting pressure, tooth width will be reduced. The hob will have sections. The first section will have 1/2 width teeth, with successive sections having increased tooth width. Also need to come up with a more sophisticated
flute system.
None of this has been made at this time, so any suggestions can be incorporated if they are made relatively soon.
Bill
I have a thread on the Questions sub forum, but I was not asking many questions, so I'm starting this one.
A quick preview of where I am:
This is my initial effort at making the hob. 7 tpi, fluted using a cutoff wheel in a Dremel tool. The idea is for the hob to have continuous contact with the gear blank.
It worked fairly well. The technique is to rock the hob back and forth while feeding the gear blank into the hob, then cutting the teeth full depth in one pass. Here is the initial effort. It is .100" hard aluminum. While it made decent teeth, there were more than calculations predicted and I was less than happy with the tooth shape.
So I decided to alter the hob. Increased the number of flutes and lowered the tooth height, thinking that a cutter more resembling the Acme pattern would be better. WRONG! The second gear was made using .500" thick aluminum. Things did not go well. The cutter refused to really dig in and actually allowed the blank to quit turning at times. Here is the grim result. It looks doubly strange because I flipped it over and tried a second time.
So back to the beginning for try #2. It will be 8 tpi in order to reduce the depth of cut. Instead of reducing the depth of cut in order to alleviate cutting pressure, tooth width will be reduced. The hob will have sections. The first section will have 1/2 width teeth, with successive sections having increased tooth width. Also need to come up with a more sophisticated
flute system.
None of this has been made at this time, so any suggestions can be incorporated if they are made relatively soon.
Bill































































 ...
...