
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Machining techniques for castings
- Thread starter te5745
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
I learned what I know about it by reading construction articles in old Model Engineer magazines.
I think there are two main issues: holding the casting, and figuring out the sequence of operations so you don't machine away your ability to hold the casting for a subsequent operation.
The first step is to choose a reference surface, which can probably be improved sufficiently with a file to be suitable. As far as holding the casting, a faceplate is often handy since the previously-chosen reference surface can be placed against the faceplate and the casting clamped in place. It really is an exercise in creativity though. As you do it more, you'll develop a set of clamping/holding techniques that you can draw from when a problem presents itself. There is no "right" way to do it, except that whatever works for you is the right way.
The sequence of operations.... That's really no different than determining the sequence of operations for a barstock part, though a casting may require more analysis. Think it through -- machine it "in your head" -- before you start cutting, and you'll be fine.
I think there are two main issues: holding the casting, and figuring out the sequence of operations so you don't machine away your ability to hold the casting for a subsequent operation.
The first step is to choose a reference surface, which can probably be improved sufficiently with a file to be suitable. As far as holding the casting, a faceplate is often handy since the previously-chosen reference surface can be placed against the faceplate and the casting clamped in place. It really is an exercise in creativity though. As you do it more, you'll develop a set of clamping/holding techniques that you can draw from when a problem presents itself. There is no "right" way to do it, except that whatever works for you is the right way.
The sequence of operations.... That's really no different than determining the sequence of operations for a barstock part, though a casting may require more analysis. Think it through -- machine it "in your head" -- before you start cutting, and you'll be fine.
GWRdriver
Senior Member
- Joined
- Jan 22, 2009
- Messages
- 721
- Reaction score
- 110
Mainer has given some good advice. I also learned reading Model Engineer. Everyone develops their own ways to hold things and figuring out how to hold and sequence a casting is part of the fun/challenge, but the process takes some time. I learned this lesson on the very first casting I attempted to turn, a locomotive drive wheel, which I promptly ruined because I didn't take enough time to completely know the casting and know where I needed to start the cut and when to stop. Another very irritating thing, which happens from time to time, is to get a casting which you realize doesn't have enough additional material, the machining allowance, to properly clean it up and get a good surface. Then you say shucks, or words to that effect.
Tin Falcon
Well-Known Member
- Joined
- Jul 9, 2007
- Messages
- 7,207
- Reaction score
- 789
We generally recommend starting with a bar stock engine .
Introduction are also recommended they help us help you .
What casting kit are you wanting to build. Most popular kits have a how to build resource. Video, book or web page. Specific info please specific questions get specific answers.
Tin
Introduction are also recommended they help us help you .
What casting kit are you wanting to build. Most popular kits have a how to build resource. Video, book or web page. Specific info please specific questions get specific answers.
Tin
GWRdriver reminds me of another point. You will often have to average out errors in the casting to get the best overall fit. For example, there are often bosses on the casting where screws or bolts go. If you set up the casting so that the to-be hole in one boss is centered, the to-be hole in another boss may hang off the edge. In that case you need to split the difference so both holes end up at least sort-of centered on their bosses. In a perfect world, the casting would be exactly to-dimension and everything would line up...but it often doesn't
Remember, the finished part is inside the casting, somewhere. That's what you need to locate. You need to be sure that the finished part you are machining really is completely inside the casting and doesn't stick out of the casting somewhere. GWRdriver refers to the machining allowance, or possible lack thereof. If it's too little you can have a real problem, as the finished part will -- in one's imagination at least -- end up outside the casting. Hopefully you can arrange to have that non-existent section of the finished part be something that is non-critical.
Remember, the finished part is inside the casting, somewhere. That's what you need to locate. You need to be sure that the finished part you are machining really is completely inside the casting and doesn't stick out of the casting somewhere. GWRdriver refers to the machining allowance, or possible lack thereof. If it's too little you can have a real problem, as the finished part will -- in one's imagination at least -- end up outside the casting. Hopefully you can arrange to have that non-existent section of the finished part be something that is non-critical.
aonemarine
Well-Known Member
- Joined
- Nov 18, 2012
- Messages
- 887
- Reaction score
- 212
I'm guilty of casting parts and not leaving enough to machine that's for sure. .010" just doesn't cut it.
Measure, measure and measure again before you make the first cut.
Measure, measure and measure again before you make the first cut.


$188.98
TM NEXDYNAMI RE41157 Water Pump Compatible With/Replacement For/John Deere 6200 7400 6300 6600 6500 6400 7220 7600 7200 RE41157
VIVID MARKET CORPORATION

$109.99
AmTech300 - Boiler Treatment Professional Strength (Rust Inhibitor For Outdoor Wood Boilers)
Alternative Heating & Supplies







$426.53
DM14 Engine Build Kit, Metal Engine Build Model Great Metal Material for Engineer for Factory
Easoger Official






$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies

$160.35 ($1.43 / oz)
Replacement Combustion Chamber Kit, Burnham V8 and V8H, 1-6 Sec, 108136-01, 1129
Plumbing Planet


















$40.02
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop





$649.00
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official










$443.98
TM NEXDYNAMI AT29618 Water Pump Compatible With/Replacement For John Deere 1020 1520 2020 300 301 400 401 440 440A 480 AT29618
VIVID MARKET CORPORATION

$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline












GWRdriver
Senior Member
- Joined
- Jan 22, 2009
- Messages
- 721
- Reaction score
- 110
Very well put, and good advice. An experienced sculptor will say the form is already within the stone, it's up to me to release it. That's pretty much what we do with castings.the finished part is inside the casting, somewhere. . . . You need to be sure that the finished part you are machining really is completely inside the casting and doesn't stick out of the casting somewhere.
goldstar31
Well-Known Member
Can anyone recommend a resource for learning how to machine castings? I've learned quite a bit browsing the postings; but, would benefit from a ready reference when staring at the drawings!
Thanks in advance!
I seriously think that 'it will cost you some money' because unless you have access to a local model club which has a decent library, the local public libraries have sold/pulped/or whatever such things. Well, that was my bitter experience yesterday in Newcastle upon Tyne, England.
Again, I got somewhat narked at a contributor( in another forum) who thought that the advice of oldies who had gone to print- were a heap of bodgers. So I 'pulped' my advice as far as I could- and 'Balls to Mr Banglestein'
So I would suggest that you access or buy the works of the masters as far as you can.
Sparey in the Amateurs Lathe shows pictures of his and others - set ups.
It's old stuff but the guy made engines.
Old Prof Chaddock in his Quorn book held some very awkward castings. Clearly, they are nothing to do with engines but so what?
Again, Arnold Throp did his Vertical Milling in the Home Workshop. Again, it is dated but this guy designed a lot of things-one of which was a milling machine.
You could go on to George Thomas and his excellent Model Engineers Workshop Manual.
I make no apology for suggesting 'the Brits' but I have all the books which have served me well.
I hope that this helps. Sorry about the cost, however!
Norman
purpleknif
Well-Known Member
- Joined
- Aug 9, 2011
- Messages
- 369
- Reaction score
- 38
Best place to start is to set the part on a flat surface and paint it white. Then, start with the biggest side down and use a height gage to scribe "layout lines" where it gets machined. This will show you where the stock is. Once you have all the stock balanced set it up in the mill or lathe aligning to your layout. leave stock. After everything is roughed you can go back and finish. Castings move a lot when roughing.
Thanks to everyone for the input.
Tin, I'm recently retired and in the process of relocating to Florida! So... currently my shop is in pieces. I was a Systems Engineer, so the research, design, build, test, repeat process is second nature. I bought a Griz G0516 combo machine a couple years back. (wish i could do that over.) i took a class at the local trade school and have built bar stock engines to teach myself the basics. My last build was a beam engine. To fill the time, I thought I would prepare myself to do a "cast" build. Thus, the inquiry. Specifically, the PM Research 1BI interests me. The threads on this site leave me to believe this engine may be to large for my machine. Thus, looking for techniques to accomplish same. Specifically, how to machine the mount for the cylinder. The rest of the build seems to be 'doable'. Thoughts?
Tin, I'm recently retired and in the process of relocating to Florida! So... currently my shop is in pieces. I was a Systems Engineer, so the research, design, build, test, repeat process is second nature. I bought a Griz G0516 combo machine a couple years back. (wish i could do that over.) i took a class at the local trade school and have built bar stock engines to teach myself the basics. My last build was a beam engine. To fill the time, I thought I would prepare myself to do a "cast" build. Thus, the inquiry. Specifically, the PM Research 1BI interests me. The threads on this site leave me to believe this engine may be to large for my machine. Thus, looking for techniques to accomplish same. Specifically, how to machine the mount for the cylinder. The rest of the build seems to be 'doable'. Thoughts?
goldstar31
Well-Known Member
Probably, the largest casting should go into something called a 'bell chuck' on the faceplate of your lathe. A bell chuck need not be round but can be square and dotted with screws to clamp the casting firmly for machining. The old books- which I recommended all mention marking out but since then, it is possible to further lock the casting by filling the 'chuck' with a quick setting plastic filler.
It might solve you a problem
Norman
It might solve you a problem
Norman
Dave Sohlstrom
Member
- Joined
- Oct 4, 2008
- Messages
- 195
- Reaction score
- 27
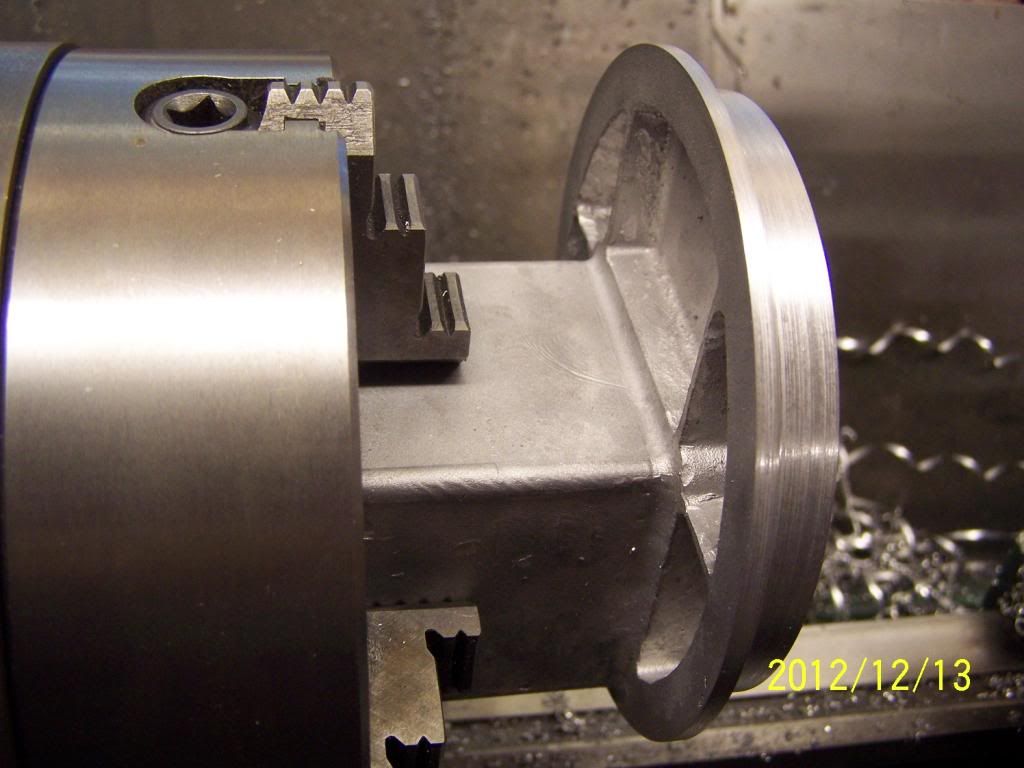
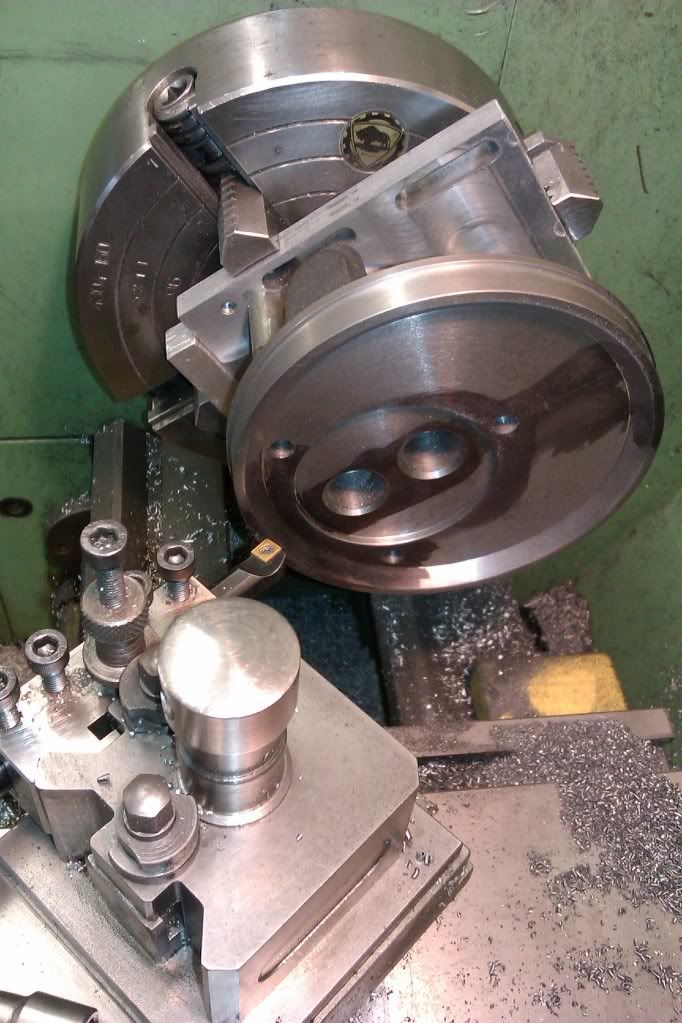
Finding the steps in machining a raw casting can be fun. Here are a couple of shots of a casting for a gear box for a Zdrive we are developing.
It took three set ups to get to this point. Have at least three more before it is finished.
Dave

It took three set ups to get to this point. Have at least three more before it is finished.
Dave
That was an easy one Dave, you had something to hold the part by") gets a bit more challenging when you don't have anything to grip and 4 different centres to machine.
gets a bit more challenging when you don't have anything to grip and 4 different centres to machine.
Best advise it not to rush in and start cutting metal. Spend some time studying the part, making sure you have metal where you need it and where it needs to come off and think through the steps needed to complete the whole machining sequence.
Have a look through some of the threads in the "engines from castings" section and study the setups there.
I'm with Goldstar on Sparey's book but don't class me as an oldie
gets a bit more challenging when you don't have anything to grip and 4 different centres to machine.
Best advise it not to rush in and start cutting metal. Spend some time studying the part, making sure you have metal where you need it and where it needs to come off and think through the steps needed to complete the whole machining sequence.
Have a look through some of the threads in the "engines from castings" section and study the setups there.
I'm with Goldstar on Sparey's book but don't class me as an oldie
goldstar31
Well-Known Member
I'm with Goldstar on Sparey's book but don't class me as an oldie
I'm going to mention as 'survivor' not an oldie that George Thomas in his excellent Model Engineers Workshop Manual almost goes into raptures about a long lost engineer called 'Old Sticky Pin'
Again, George describes putting a plate over a cored hole in a casting and then marking out from there. All just as valid today:wall:
OK, fellas, but in June, I was with Bill Bennett who edited the book- and Bill, my Missus and I were celebrating their graduation as dentists-- from 50 years ago.:hDe:
workshopman
Well-Known Member
- Joined
- May 8, 2012
- Messages
- 46
- Reaction score
- 24
There are two articles on my website that deal specifically with machining castings. They do use items of workshop equipment being made to illustrate the process but should be of help. Typically, they discuss in which order the surfaces should be machined and then the actual machining process.
They can be found at http://www.homews.co.uk/page213.html
and at http://www.homews.co.uk/page223.html
If you are particularly interested in machining engine castings there are very detailed instructions for making either a Stuart 10V or 10H at
http://www.homews.co.uk/page42.html
Should you like to browse the metalworking pages of my website then the best place to start is at the index at
http://www.homews.co.uk/page463.html
Harold Hall
They can be found at http://www.homews.co.uk/page213.html
and at http://www.homews.co.uk/page223.html
If you are particularly interested in machining engine castings there are very detailed instructions for making either a Stuart 10V or 10H at
http://www.homews.co.uk/page42.html
Should you like to browse the metalworking pages of my website then the best place to start is at the index at
http://www.homews.co.uk/page463.html
Harold Hall
Philipintexas
Well-Known Member
- Joined
- Apr 13, 2012
- Messages
- 227
- Reaction score
- 52
If you're working with a cast-iron, it usually have a hard "shell" on the surface, this can be like trying to machine diamonds sometimes. Use a carbide tool to break through the shell and then switch to HSS if that's what you use. I've done some that had imbedded carbon spots that couldn't be drilled and would eat a HSS bit. On flywheels it's sometimes easier to use the inside diameter and grip with the chuck jaws opening out against this surface. When trying to find a reference surface such as a center of a flywheel, use a centerfinder working around the diameter from numerous positions and then "average" the center point. While it's easier to work with bar stock models, in my opinion nothing is quite as authentic looking as cast parts.
Jeff-in-PA
Active Member
- Joined
- Aug 17, 2012
- Messages
- 30
- Reaction score
- 12
A lot of good advise was given. I machine castings at work.
Machining a casting is working with averages. You'll have critical features that take priority and less important ones. Think the entire job thru from start to finish. Make sure the path you take will give you a good part when you're done. If you can skim a face or diameter, then place that against the chuck or face plate, it will make the part more stable as you machine.
If you think the part may have shifted, stop machining and double check it.
If you have enough material to rough the part in, it's better to do that, remove it from the machine to let it relax and finish it later.
Machining a casting is working with averages. You'll have critical features that take priority and less important ones. Think the entire job thru from start to finish. Make sure the path you take will give you a good part when you're done. If you can skim a face or diameter, then place that against the chuck or face plate, it will make the part more stable as you machine.
If you think the part may have shifted, stop machining and double check it.
If you have enough material to rough the part in, it's better to do that, remove it from the machine to let it relax and finish it later.
- Joined
- Oct 20, 2010
- Messages
- 913
- Reaction score
- 132
When getting into castings heres some pieces that you may not have now, but will come in handy when you need to hold something.
A least 2 90° angle plates, smaller and larger.
Vee blocks need not be matched precision sets.
12" strips of various size feeler gauge stock
Extra hold downs for the mill, 3/8 size set also
123 block with threaded holes, 5/16 all thread rods, washers and nuts
1 or two of those small Starrett machine jacks, real handy
Steel plates 1/2 thick, ground if you want to pay the price, CF otherwise
I made a plate from cheap cutoff sold by Yarde Metals in CT. It is called Fixture Plate it is cast not extruded, and is ground both sides, I covered it
with 3/8 threaded holes, 1" spacing, I trued two edges at the time I put in all the holes, so it can trammed if it needs to be R&R'ed
A sine plate that has threaded bolt holes.
A least 2 90° angle plates, smaller and larger.
Vee blocks need not be matched precision sets.
12" strips of various size feeler gauge stock
Extra hold downs for the mill, 3/8 size set also
123 block with threaded holes, 5/16 all thread rods, washers and nuts
1 or two of those small Starrett machine jacks, real handy
Steel plates 1/2 thick, ground if you want to pay the price, CF otherwise
I made a plate from cheap cutoff sold by Yarde Metals in CT. It is called Fixture Plate it is cast not extruded, and is ground both sides, I covered it
with 3/8 threaded holes, 1" spacing, I trued two edges at the time I put in all the holes, so it can trammed if it needs to be R&R'ed
A sine plate that has threaded bolt holes.
With cast iron castings the surface can be often like glass (very hard spots) so take a good first cut (10-20 thou) rather than just rubbing the surface lightly else you will take the edge of your tools real fast.
Sometime it pays to go over the castings with the side of a coarse file to knock off any high spots or sprues before setting them up as others have mentioned in earlier posts.
Sometime it pays to go over the castings with the side of a coarse file to knock off any high spots or sprues before setting them up as others have mentioned in earlier posts.
- Joined
- May 27, 2010
- Messages
- 2,999
- Reaction score
- 1,171
Went to Ingersoll-Rand Air Compressor Plant,Ahmedabad,Gujurat,India 1979 on my very first trip to India.
Watched the machineshop gurus setup huge raw compressor casting on mark out table,level up on screw jacks and mark out dimensions and locations of parts to be machined.They have been doing it for a long time.Also watched the set up and clamping and machining process as they go thru huge vertical lathes,horizontal borers etc. The finished casting is dimension checked by QC.
Was amazed how a raw casting became a finished part.I left Ahmedabad as half baked Manufacturing Engineer 4 weeks later.Their Senior Engineer became my regional boss in 1985.In 2001 both of us were happily retired.Time pass. Engineers don't just fade away. We move to our own home machineshops making mini engines.
Watched the machineshop gurus setup huge raw compressor casting on mark out table,level up on screw jacks and mark out dimensions and locations of parts to be machined.They have been doing it for a long time.Also watched the set up and clamping and machining process as they go thru huge vertical lathes,horizontal borers etc. The finished casting is dimension checked by QC.
Was amazed how a raw casting became a finished part.I left Ahmedabad as half baked Manufacturing Engineer 4 weeks later.Their Senior Engineer became my regional boss in 1985.In 2001 both of us were happily retired.Time pass. Engineers don't just fade away. We move to our own home machineshops making mini engines.
Similar threads
- Replies
- 8
- Views
- 2K
- Replies
- 0
- Views
- 650