




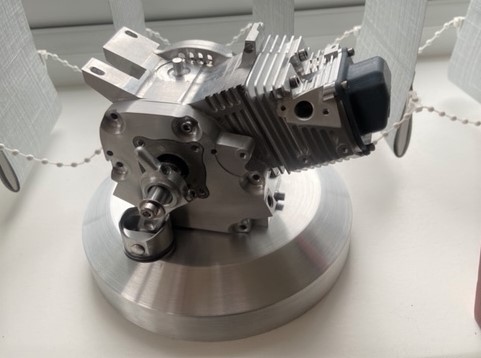
I've been using my Resin printer for quite a while now. I must say I much prefer to print without supports if possible and straight on the build plate. A recent part I printed was a valve cover for the little Honda GX I'm building. I drew it up in Fusion 360 and shelled the inside. I am using Siraya tech Blu with some black Elegoo resin mixed in. This mixture seems to still have good strength without breaking the bank for Siraya tech Black.
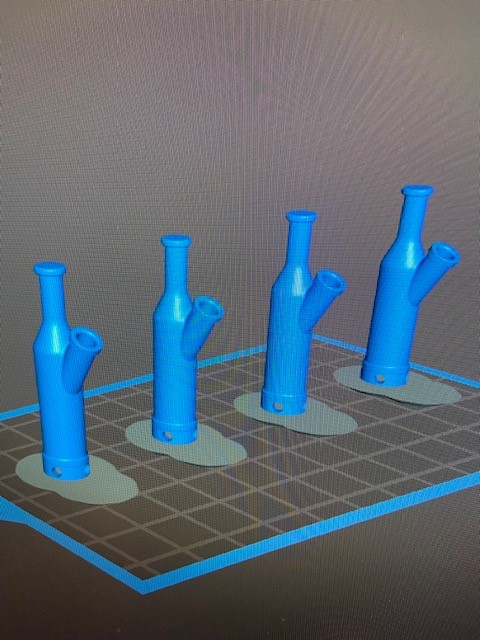
A problem that I find arises is venting an internal structure. Yes you can put holes in the part but holes that I don't want. I found if not well vented the trapped air tends to displace some resin and incorporates a void in the part.
What I have started doing now is printing the part solid then jigging the item up and machining out the internal detail. That worked very well on the valve cover but my latest item, the air box has too much draft to hold onto it easily. After a little thought and Google search. I decided to use this wax method. Funny you can never find candles in the house when you want them! Scented !! . Not a smell I'm used to in my shop but it definitely pongs of them now. I must say though it worked a charm. Thought it was worth sharing.
. Not a smell I'm used to in my shop but it definitely pongs of them now. I must say though it worked a charm. Thought it was worth sharing. 
A problem that I find arises is venting an internal structure. Yes you can put holes in the part but holes that I don't want. I found if not well vented the trapped air tends to displace some resin and incorporates a void in the part.
What I have started doing now is printing the part solid then jigging the item up and machining out the internal detail. That worked very well on the valve cover but my latest item, the air box has too much draft to hold onto it easily. After a little thought and Google search. I decided to use this wax method. Funny you can never find candles in the house when you want them! Scented !!
. Not a smell I'm used to in my shop but it definitely pongs of them now. I must say though it worked a charm. Thought it was worth sharing. Attachments









Last edited:









































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)

![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)














