SmoggyTurnip
Well-Known Member
- Joined
- Mar 12, 2008
- Messages
- 106
- Reaction score
- 0
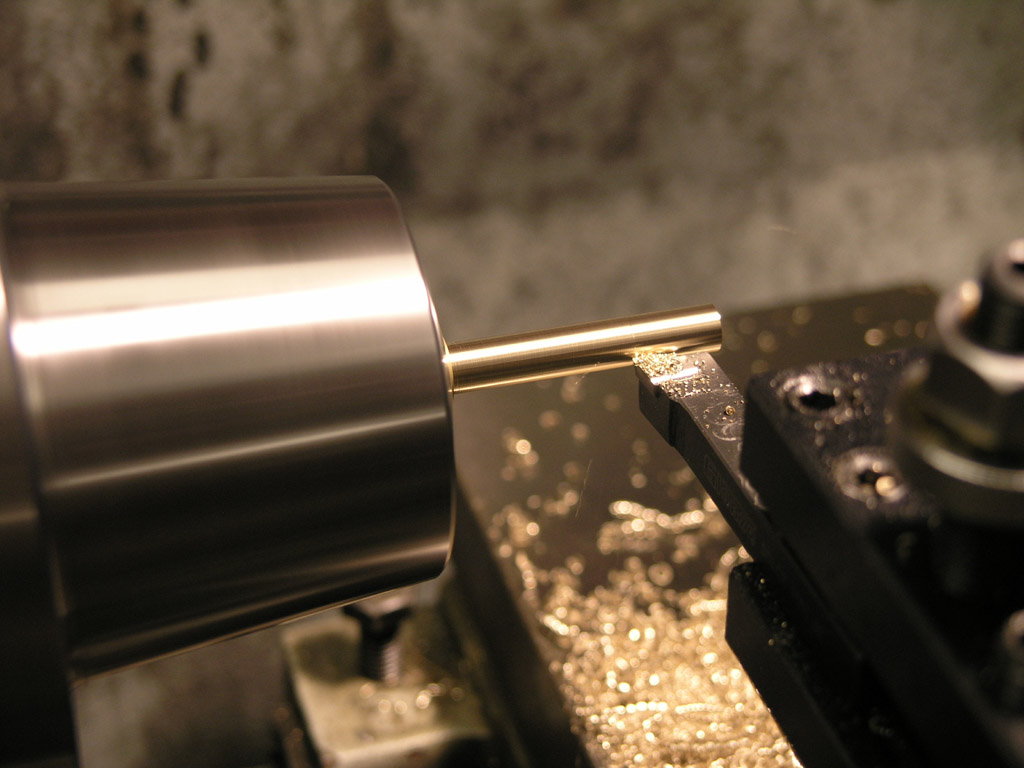
I thought it was a no-no to part off with the end suported?





SmoggyTurnip said:I thought it was a no-no to part off with the end suported?
") Found it by accident looking something else up
Found it by accident looking something else up 














BobWarfield said:...
They say memory is the second or third thing to go, I can't remember which! :big:
Cheers,
BW
I am sure my eyesight is next BobWarfield said:I keep begging for the Duclos Halo on a Team Build. This one seems just as nice, though I can't make out much from the pictures on his gallery. I'm going to keep drawing that Duclos engine's plans in Rhino3D and plan to have it be one of my first projects after I get my mill CNC'd. It'll be fun to watch this build and see the differences.
Radials are cool!
Best,
BW
Brass_Machine said:Speak up and tell us where you are at with your parts.
joe d said:Tim: You stole my line.... :big:
My engine parts are ready to go, all I need is the address to send them to!
Joe














































