




- Joined
- Dec 2, 2008
- Messages
- 971
- Reaction score
- 9
... will I put a #2-56 HSS tap into brass or aluminum. It's just asking for trouble. And I don't need to. I'll use this:
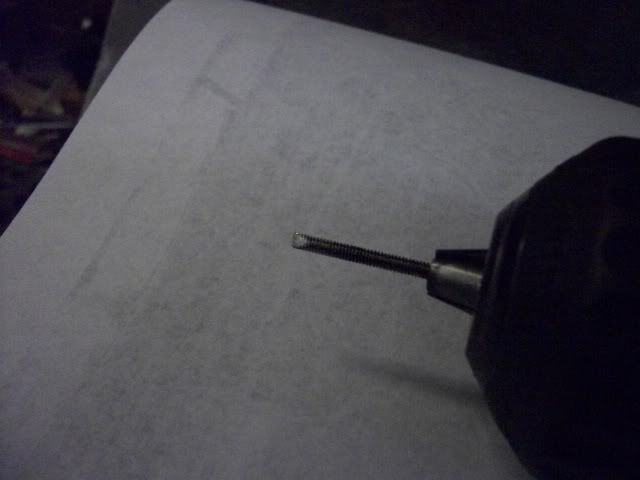
That is a piece of #2-56 all thread turned into a thread forming tap. I just grind a flat on the end like making a D-bit. It may cut a little bit but it doesn't make chips, so I think it is forming the threads. On this version, the threads go all the way to the end so it is like a bottoming tap. For a tapered version, just grand a very small taper on the end before grinding the flat. I used a very fine grit sanding disk an did not bother to hone it. I used it by hand and power driven in the mill on both aluminum and brass, on blind holes and through holes with good results. I finally broke it by intentionally bottoming in a 1/2" deep hole in aluminum under power. There was no 'SNAP'. It kind of wrung off and left a 1/8" stub that I was able to grab with pliers. I don't know how many holes you could tap before it wears out but if needed, a quick touch on the sander and it's good for more, and If it breaks, you are out about ten cents.
Never again will I turn the air blue because a tap. It should work for #4 as well.
Jerry
That is a piece of #2-56 all thread turned into a thread forming tap. I just grind a flat on the end like making a D-bit. It may cut a little bit but it doesn't make chips, so I think it is forming the threads. On this version, the threads go all the way to the end so it is like a bottoming tap. For a tapered version, just grand a very small taper on the end before grinding the flat. I used a very fine grit sanding disk an did not bother to hone it. I used it by hand and power driven in the mill on both aluminum and brass, on blind holes and through holes with good results. I finally broke it by intentionally bottoming in a 1/2" deep hole in aluminum under power. There was no 'SNAP'. It kind of wrung off and left a 1/8" stub that I was able to grab with pliers. I don't know how many holes you could tap before it wears out but if needed, a quick touch on the sander and it's good for more, and If it breaks, you are out about ten cents.
Never again will I turn the air blue because a tap. It should work for #4 as well.
Jerry






















![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)







































