I'm working on my first small engine project and just learning to use my new metal lathe. I got the plans for the Launch Engine from littlemachineshop.com as a starter project for learning. On the cylinder head a fitting screws in at the top side. The drawing says ".22 DIA. Spot Face to Full Circle". I'm pretty sure I need to bore in till I have an edge all the way around the circle. My question here is does the bottom of this need to be flat? I was thinking it did and not sure what to use to do this. A drill bit would leave a taper at the bottom. Do I need some type of end mill bit?
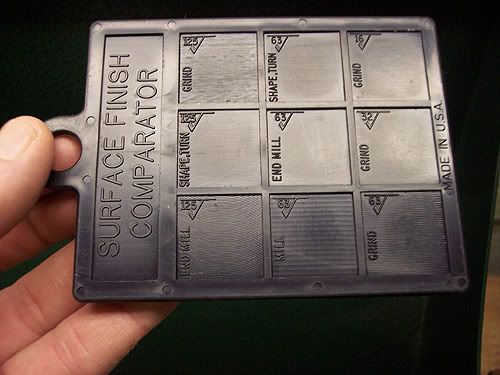
I can figure out most of the dimensioning but what does it mean when there is an angle "V" shape touching a part with a number like 32 or 64 in it?
Thanks,
Gil
I can figure out most of the dimensioning but what does it mean when there is an angle "V" shape touching a part with a number like 32 or 64 in it?
Thanks,
Gil