Hi All,
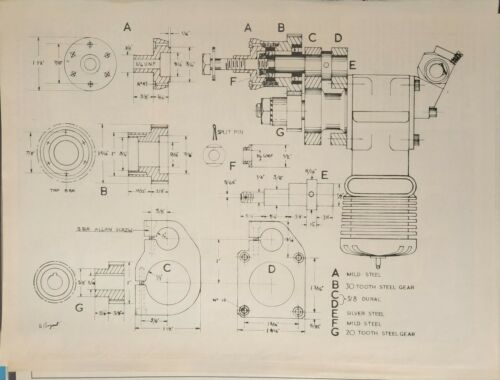
I have plans for a gear reduction unit, but they do not list the DP for the gear cutters. they list the number of teeth and the OD of the gears, but not the DP.
Question, How do you work out the DP. The small gear is 20 tooth, with a listed OD of 1", the large gear is 30 tooth and a listed OD of 1.3125"
Any help would be grateful.
Cheers
Andrew
I have plans for a gear reduction unit, but they do not list the DP for the gear cutters. they list the number of teeth and the OD of the gears, but not the DP.
Question, How do you work out the DP. The small gear is 20 tooth, with a listed OD of 1", the large gear is 30 tooth and a listed OD of 1.3125"
Any help would be grateful.
Cheers
Andrew










![Learning AutoCAD Civil 3D 2014 [Online Code]](https://m.media-amazon.com/images/I/51F3yi9fokL._SL500_.jpg)






























![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)














") . A module 1 gear has a DP of 25.4 , number looks familiar.
. A module 1 gear has a DP of 25.4 , number looks familiar.