Michael,
If you see my previous posting, showing the two cylinders and a bit of brass bar, well the cylinders are made from cast iron, and the same material is used for the pistons. The brass bar was the lapping bar I used for the cylinders, ended up with both cylinders and all four pistons EXACTLY the same, and with a piston at the top of the bore, just past the flame hole towards the bottom, I could put my thumb over the bottom of the bore and not one of the pistons moved unless I took my thumb away, the pistons were less than 0.001" than the bore.
There is a reason for this, no lubrication is allowed so cast iron is self lubricating because of the carbon it contains and both the cylinder and piston expand at the same rate, so hopefully the gap between the two stays constant as well.
I think it all depends on which version you have built. The first version (mine) calls for cast iron cylinder (or stainless steel) and piston whereas the later version calls for a stainless cylinder with graphite piston. Which version is yours?
A quote from Jan about the first version.
[FONT="]Some specifications.
[/FONT][FONT="]-The piston and the internal head valve are made of cast iron. The most important reason is that that this material has a low coefficient of expansion. This avoids jamming of the piston and/or the head valve in the cylinder. Furthermore, cast iron is more or less self-greasing, even at high temperatures caused by the high degree of carbon, it is wear resistant and working out is rather easy. For the cylinder I used cast iron to, but one can use good and rust free steel as well. The bore in the cylinder must be exactly cylindrical and smooth. The diameter of the piston as well as the head valve must be very little smaller than that of the cylinder bore, so that they can move without friction and yet sealing well against the open air.
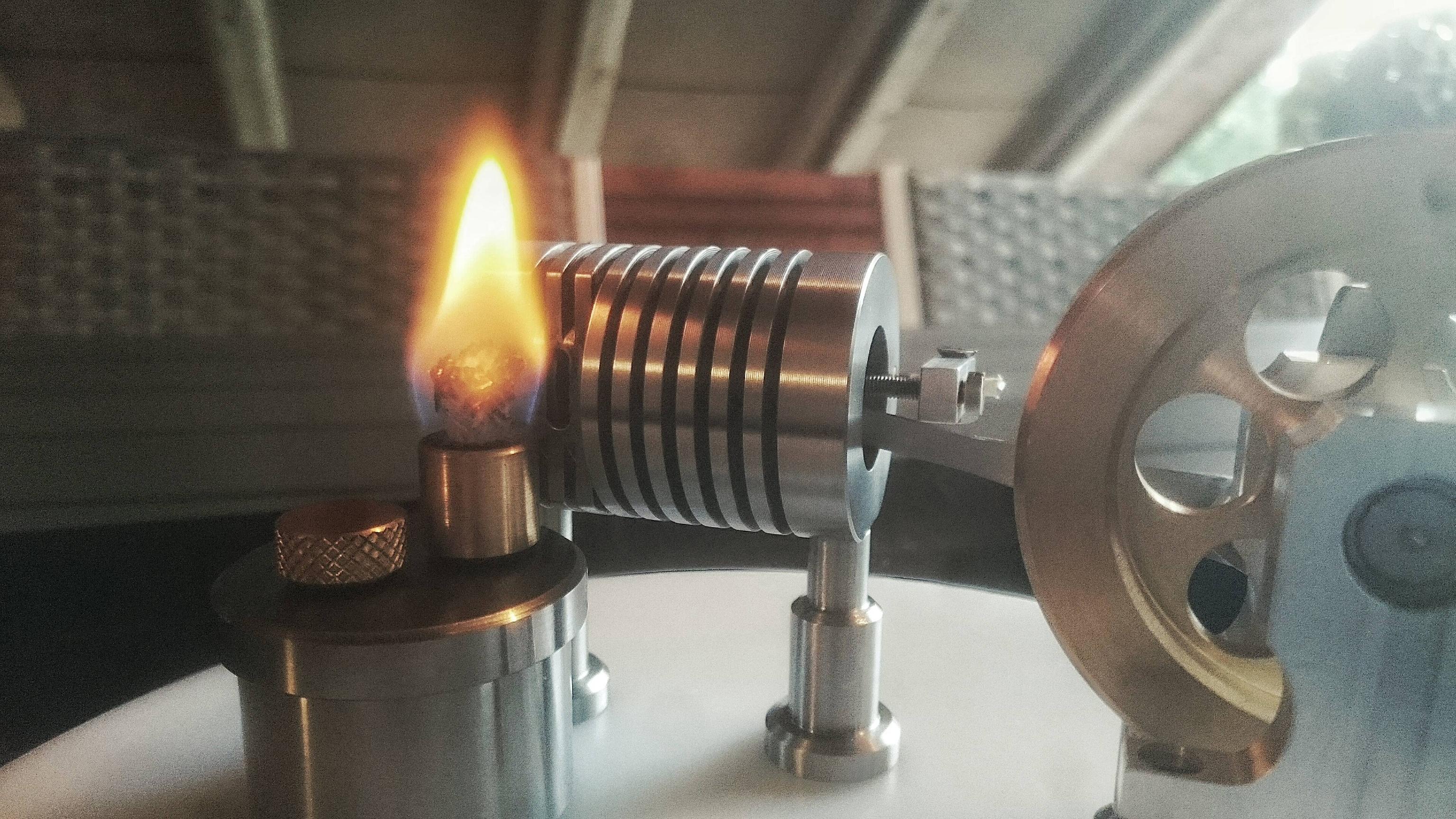
- The pusher for the head valve is made out of two pieces steel wire with a diameter of about 2 mm. They are silver-soldered together, sharp squarely. This rod can simply move in a bore through the entire length of the cylinder wall. The short part of the rod drives the head valve with some space in the pin that is screwed in the head valve. This to avoid possible wriggling. On the opposite site of the pusher the small accessory is attached against which the piston strikes in the utmost right position to close the hole in the cylinder. I call this "the striker" (?) further on. This striker can be adjusted and fixed with a 2mm screw. This screw has a small knob on it so it can be easy untied by hand. With that it is easy to dismantle the rod, the piston and the head valve, f.i. to clean this parts and the inner surface of the cylinder.
[/FONT]
John
If you see my previous posting, showing the two cylinders and a bit of brass bar, well the cylinders are made from cast iron, and the same material is used for the pistons. The brass bar was the lapping bar I used for the cylinders, ended up with both cylinders and all four pistons EXACTLY the same, and with a piston at the top of the bore, just past the flame hole towards the bottom, I could put my thumb over the bottom of the bore and not one of the pistons moved unless I took my thumb away, the pistons were less than 0.001" than the bore.
There is a reason for this, no lubrication is allowed so cast iron is self lubricating because of the carbon it contains and both the cylinder and piston expand at the same rate, so hopefully the gap between the two stays constant as well.
I think it all depends on which version you have built. The first version (mine) calls for cast iron cylinder (or stainless steel) and piston whereas the later version calls for a stainless cylinder with graphite piston. Which version is yours?
A quote from Jan about the first version.
[FONT="]Some specifications.
[/FONT][FONT="]-The piston and the internal head valve are made of cast iron. The most important reason is that that this material has a low coefficient of expansion. This avoids jamming of the piston and/or the head valve in the cylinder. Furthermore, cast iron is more or less self-greasing, even at high temperatures caused by the high degree of carbon, it is wear resistant and working out is rather easy. For the cylinder I used cast iron to, but one can use good and rust free steel as well. The bore in the cylinder must be exactly cylindrical and smooth. The diameter of the piston as well as the head valve must be very little smaller than that of the cylinder bore, so that they can move without friction and yet sealing well against the open air.
- The pusher for the head valve is made out of two pieces steel wire with a diameter of about 2 mm. They are silver-soldered together, sharp squarely. This rod can simply move in a bore through the entire length of the cylinder wall. The short part of the rod drives the head valve with some space in the pin that is screwed in the head valve. This to avoid possible wriggling. On the opposite site of the pusher the small accessory is attached against which the piston strikes in the utmost right position to close the hole in the cylinder. I call this "the striker" (?) further on. This striker can be adjusted and fixed with a 2mm screw. This screw has a small knob on it so it can be easy untied by hand. With that it is easy to dismantle the rod, the piston and the head valve, f.i. to clean this parts and the inner surface of the cylinder.
[/FONT]
John
") What kind of fuel did you use, until now I tried it with "burning sprit" which I think isn't the right choice is it?
What kind of fuel did you use, until now I tried it with "burning sprit" which I think isn't the right choice is it?