




As I have said before, my "Fits" go directly from "Won't go in at all" to "Falls in"!!! Today it happened again. I was making the main bearings for the Webster engine I am building
http://www.homemodelenginemachinist.com/index.php?topic=8388.0
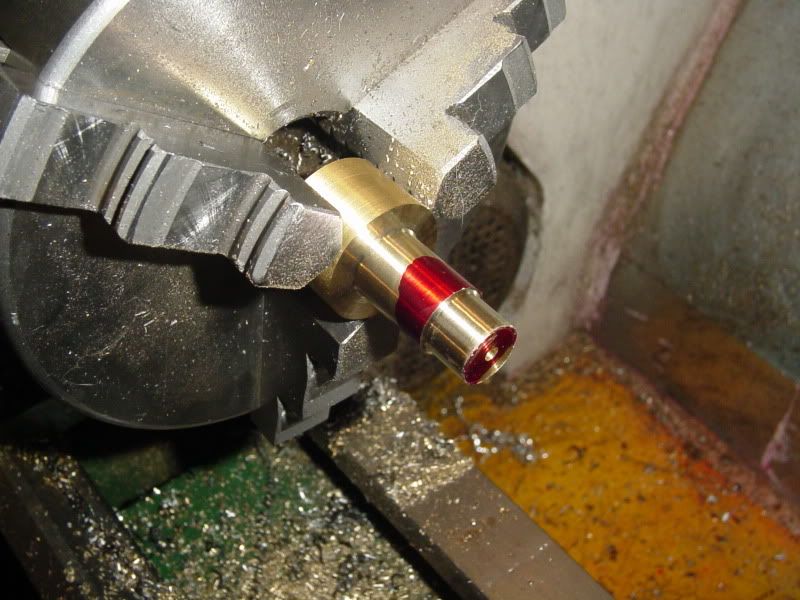
I had a piece of brass in the lathe chuck, and was turning it down to 0.500" as per plans. I stopped turning about 3 different times, and measured it with my Vernier, and the last time I checked it the diameter was 0.503". I swear to God, I only advanced the crossfeed dial .001, but it looked like it was taking a heavy cut---Oh well, it must be right!!! Put the Vernier on it and "Cowabunga!!!!!"---the damn thing was 0.490"!!! Now I have heard, at some point in the distant past, that if you knurl a shaft, the metal displaced by the knurling process will actually make the shaft "Grow" in diameter. Having nothing to lose, I grabbed my trusty knurler, and knurled the offending (offensive) piece of brass.--And what do you know---it works!!! The bushing now measures 0.504" in diameter.--I'm not going to mess with that. It, and its unknurled partner (which I got right the first time) will get pressed and loctited into the aluminum bearing stands on the engine. While I had the bushings set up in the lathe, I drilled and reamed them to 0.25". This is simply an accurate "reference" hole to line things up in the mill. I will loctite the bearings in place, leave them overnight, and then set the entire engine up in my mill, use the 0.25" hole as an alignment guide, and then drill and ream both bearings to 0.312 "in place".
http://www.homemodelenginemachinist.com/index.php?topic=8388.0
I had a piece of brass in the lathe chuck, and was turning it down to 0.500" as per plans. I stopped turning about 3 different times, and measured it with my Vernier, and the last time I checked it the diameter was 0.503". I swear to God, I only advanced the crossfeed dial .001, but it looked like it was taking a heavy cut---Oh well, it must be right!!! Put the Vernier on it and "Cowabunga!!!!!"---the damn thing was 0.490"!!! Now I have heard, at some point in the distant past, that if you knurl a shaft, the metal displaced by the knurling process will actually make the shaft "Grow" in diameter. Having nothing to lose, I grabbed my trusty knurler, and knurled the offending (offensive) piece of brass.--And what do you know---it works!!! The bushing now measures 0.504" in diameter.--I'm not going to mess with that. It, and its unknurled partner (which I got right the first time) will get pressed and loctited into the aluminum bearing stands on the engine. While I had the bushings set up in the lathe, I drilled and reamed them to 0.25". This is simply an accurate "reference" hole to line things up in the mill. I will loctite the bearings in place, leave them overnight, and then set the entire engine up in my mill, use the 0.25" hole as an alignment guide, and then drill and ream both bearings to 0.312 "in place".

































") could well be the problem...been there ;D
could well be the problem...been there ;D