Here is my first attempt at building a sprag clutch.
It worked very well much of the time. Other times it worked not at all. It would refuse to lock up, and then for no apparent reason, wham! It would lock and refuse to release. For a first attempt, I was surprised it worked at all. There are so many variables! Angles, shapes, clearance, etc. I won't bore you with all my rejected ideas. In the end, this design won out because of the available material. I decided on cast iron for the inner and outer races because it is cheap and readily available. The local source for this is the plumbing department at Lowes. Imported Chinese couplings, bushings, and plugs in various sizes. Much cheaper than brass or bronze and harder and slicker than aluminum. I would have liked to use cast iron for the sprags as well but I couldn't think of a way to produce the small shape needed.
I decided on brass for the sprags when I found a strip with a rectangular cross section 1/4" x 3/32". For this attempt I actually milled concave faces and rounded outer edges to produce the "8" shaped cross section that I was familiar with in commercial clutches. I found out later that is really not necessary. These little brass sprags fit loosely into angled slots on the inner race. There is no spring pressure to press them against the outer race, They just sort of flop around in there and when the relative motion is in the free direction, there is plenty of clearance. About .020". When the movement reverses, the lock-up direction, the little brass sprags stick there heads up to see whats happening and wedge themselves between the races. Sometimes. Other times they would get stuck in the laying down attitude due to imperfection in the shape of the sprags and irregularities in the inner end of the milled slot. Other times, they would lock up but one or more would pivot over center and then refuse to unlock.
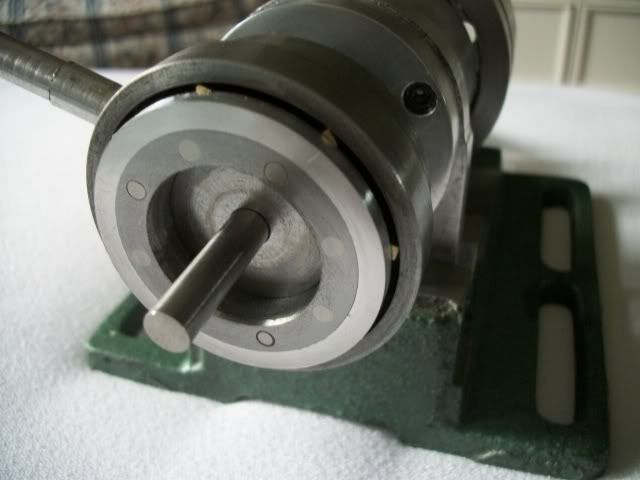
Here is my second attempt at building a sprag clutch:
In this version, the inner end of the slot is stopped with a polished 1/8" Stainless Steel rod. This gives improved control of the slot length and gives a line contact with the inner end of the sprag against the polished face of the rod. I made no effort to shape the sprags, except to file a bevel on the inner end. The function of the bevel is to keep sprag flush against the pressure face of the slot, preventing it from going over-center and insuring instant release to freewheel.
I will try to draw this up for a clearer understanding, but for now, here is a video. As you can see, my hands and the machines are covered with cast iron powder.
<VIDEO>

As you can see, my hands and the machines are covered with cast iron powder. Tomorrow will be a big cleanup day, and then I will work out all the fiddly bits like bearings, shields, shafts and retainers.
Jerry 1530













")





![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)












![TurboCAD 2020 Designer [PC Download]](https://m.media-amazon.com/images/I/51UKfAHH1LL._SL500_.jpg)








































