I think that the end is near.
I've completely disassembled the engine and am beginning to detail, file and polish.
The table and catwalk have diamond plate. When I put it on, I didn't want parts resting on it. I was concerned that the uneven surface might cause some "issues" and I'd rather have parts firmly touching actual metal, instead of plastic. The solution was to mill away the plastic in those areas.
In an earlier post I had made a bending jig for the railings, but after gazing at that railing for a week or two, I decided to scrap that design and make a flat top railing. I liked the width and it seemed like a more substantial line.
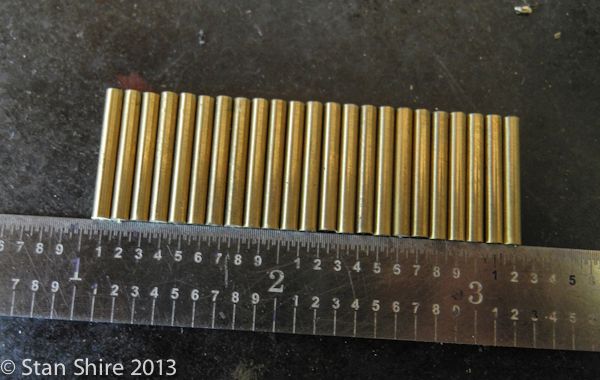
Now I need 28 posts that are the same length. If they are "pretty close", as they were on the original railing, getting all of them to drop into holes and keep the railing level is not something that I wanted to repeat.
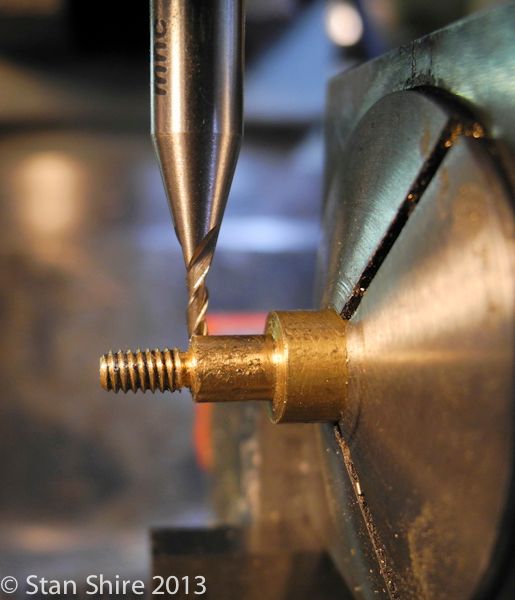
With a 12" piece of brass rod in the 5C collet, the collet was tightened just enough to allow the rod to slide.
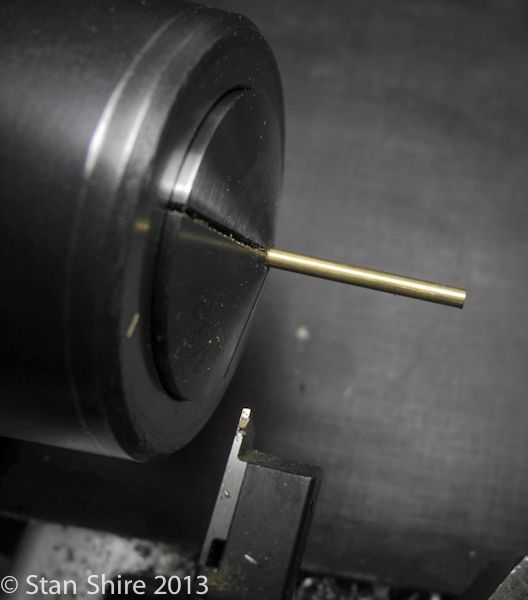
Then a piece of brass tubing, as a depth gauge, was slid on.
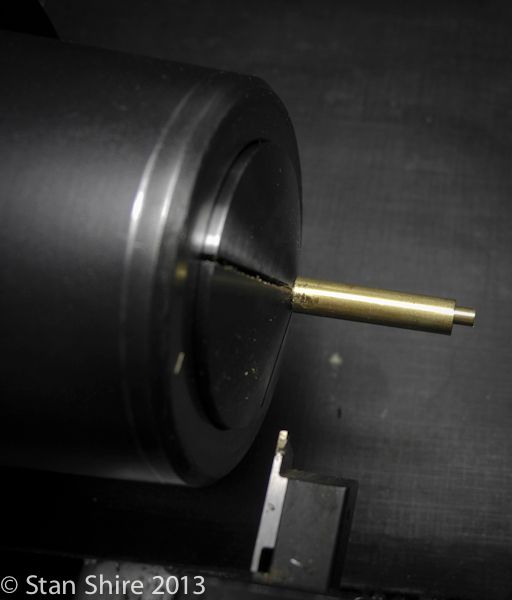
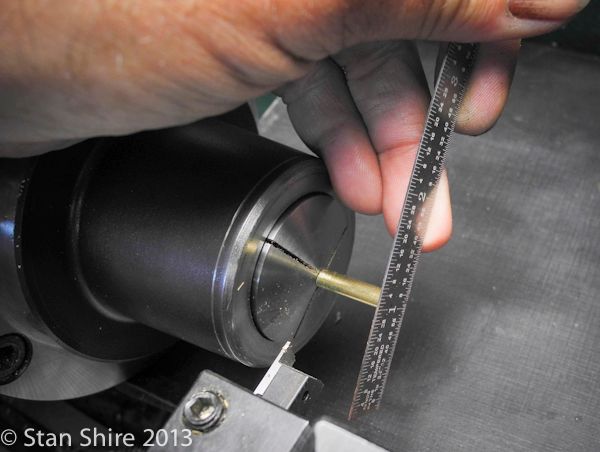
A scale was handy, so I used that to press the rod back so that it was flush with the tubing and the chuck tightened.

Parted off into the collection tub. These tubs, with snap on lids, are the main reason I occasionally stop at KFC. (Kentucky Fried Chicken if you don't have them in your neck of the woods)
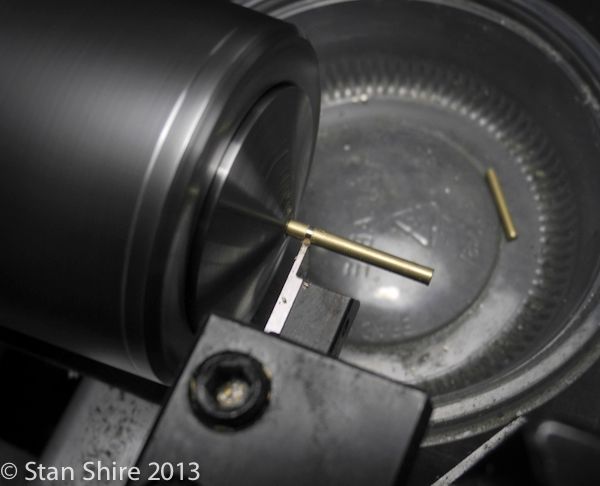
That finishes the first group of posts.
The railing tops were done with flat stock. Cut, mitered, soldered, filed and generally beaten into submission.
Each hole was drilled then reamed .001 over the diameter of the posts for a sliding fit. The hole depth was slightly over ½ the thickness of the brass flatbar.

The posts did end up level. Test fit here.

Drilling the blind holes to the same depth was easier than I thought. For some reason, many people on the various Bridgeport forums, never use the hand wheel to move the quill for drilling and, in fact, don't like it or have no idea when it was last seen.
I found that I could accurately move the quill in .0005 increments.

The Plastruct diamond plate now gets attached to the table and catwalk. Plastruct recommended this adhesive. Spray the Plastruct and spray the aluminum. Wait 30 seconds and press together.

An Xacto knife with #11 blade was used to cutout the opening in the Plastruct.

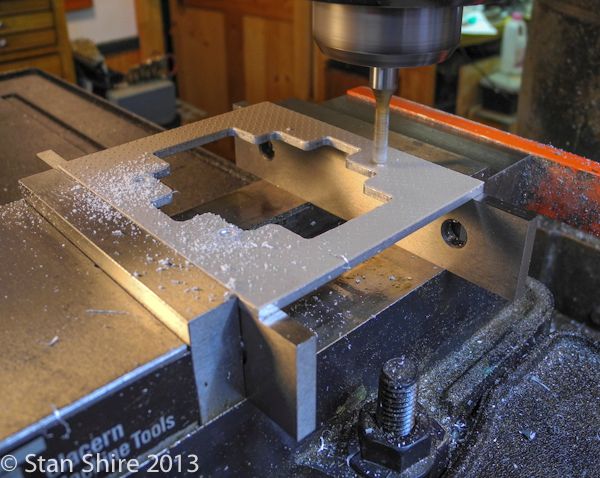
As I mentioned, I wanted to mill the diamond plate down to the aluminum. I was concerned that the end mill might muck up the plastic, so I attached a test piece to a scrap of 6061. No problem at all.
Again, I used the hand wheel and milled to the thickness of the diamond plate.


With the parts in the vise, I milled the plastic where I wanted metal-to-metal contact.



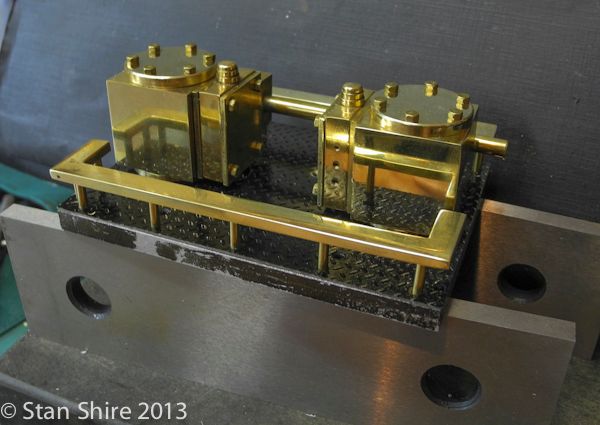
Painted the table and catwalk with gloss black spray enamel. Not concerned about the edges. They'll be finished a bit differently.
Most polishing done here and railing Loctited in place.
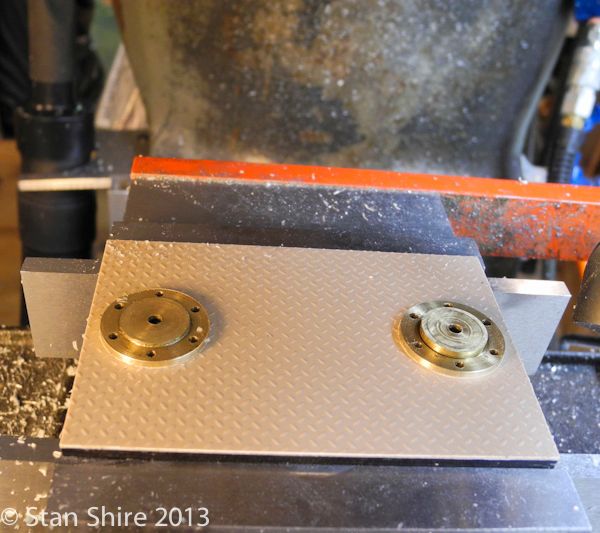
The next activity was to make the final adjustments a bit easier. Screwing the pump pistons up into the yoke is a "character-building exercise."
I wrapped small pliers with tape to prevent scratching as I turned the piston. The tape didn't do a great job and the entire process was generally a PITA.
I decided to mill flats on the shaft for a ⅛" open-end wrench.
Quick work. Pump piston in 5C collet and then into a square collet block.

IMHO, the best tiny wrenches ever. Moody Tools. Made in USA somewhere. Beautiful tools.

1/16" end mill. .030 depth of cut. Very slow crank on Y axis handles.
Rotate collet block 180 and repeat.
Done.

Nearly ready to reassemble. Then I can begin the pipefitting for the pump intakes and exhausts. The 3/16' fittings and unions arrived the other day from PM Research and a few inches of 3" O.D.brass for a water tank from Online Metals. I love the ability to order by the inch.
Thanks for watching
Stan
















































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)









![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)















































































































