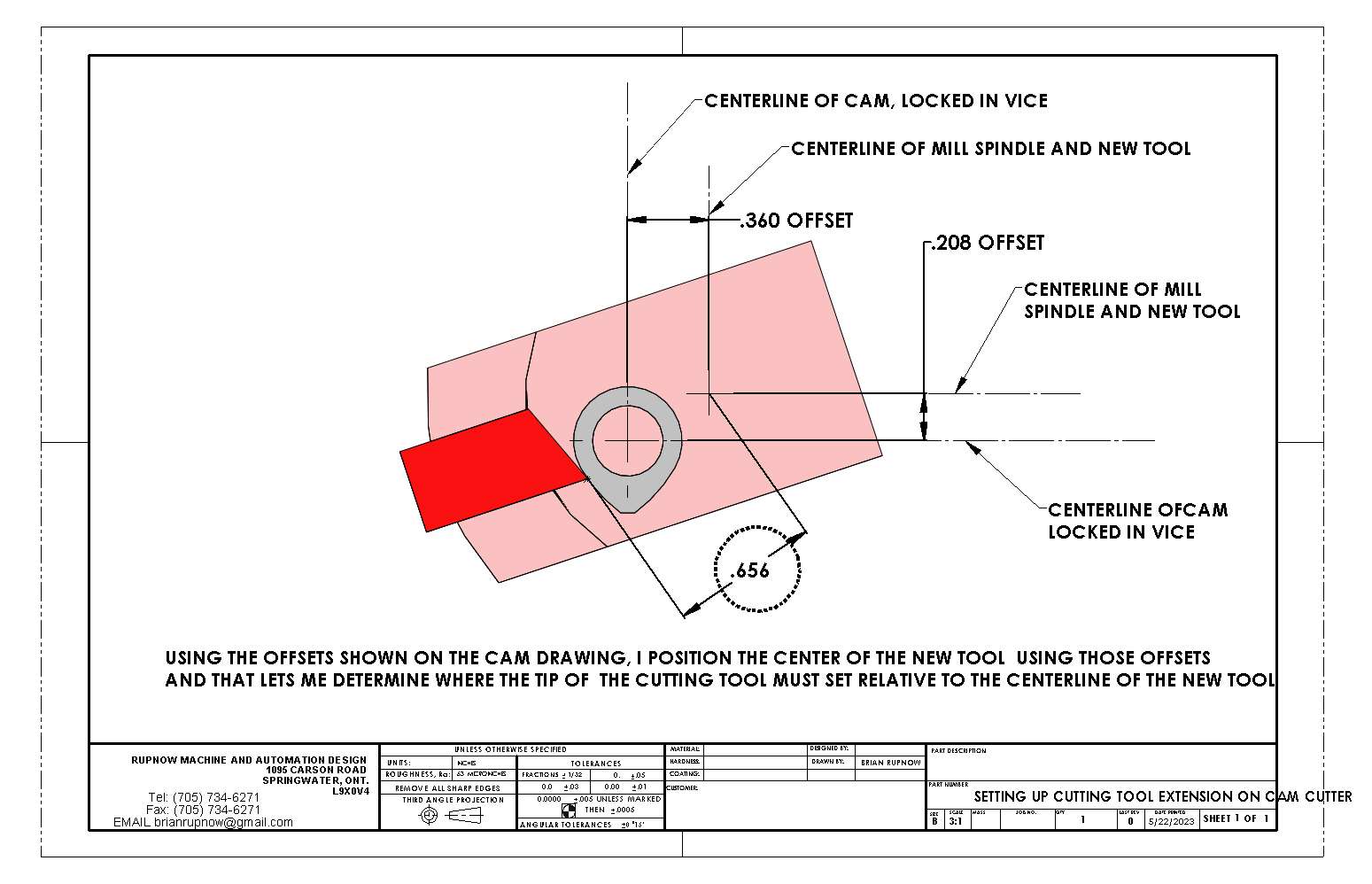
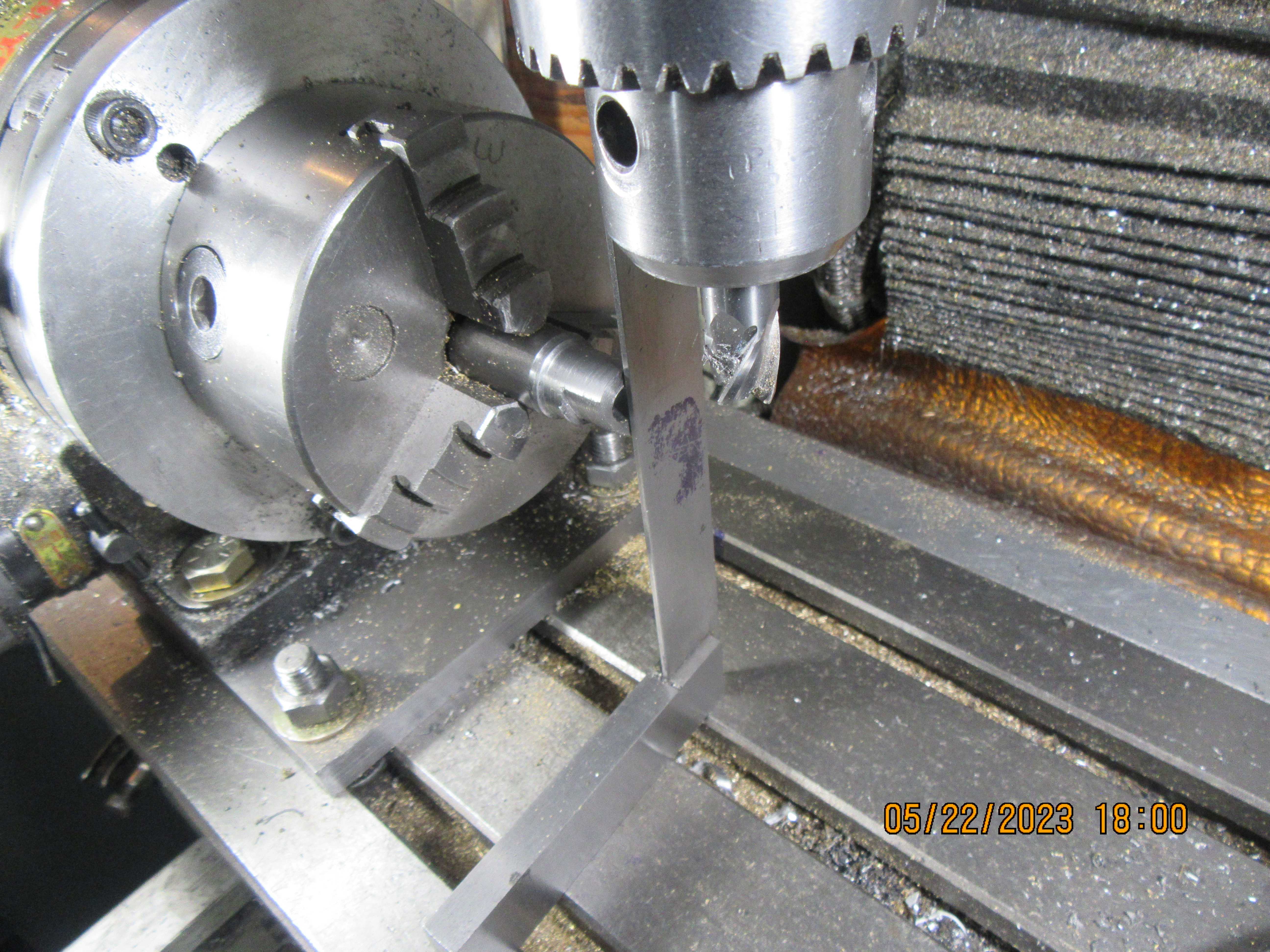
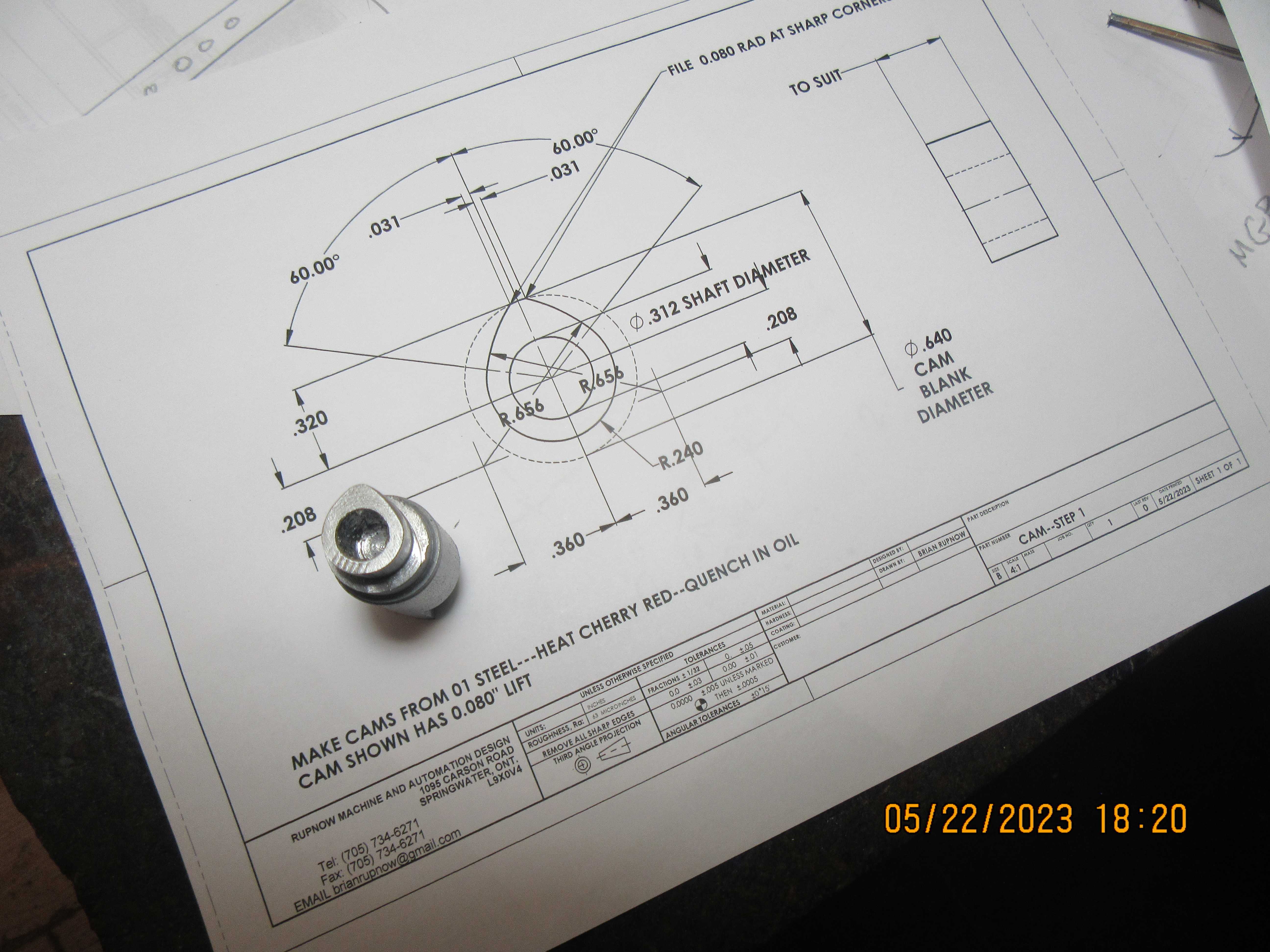
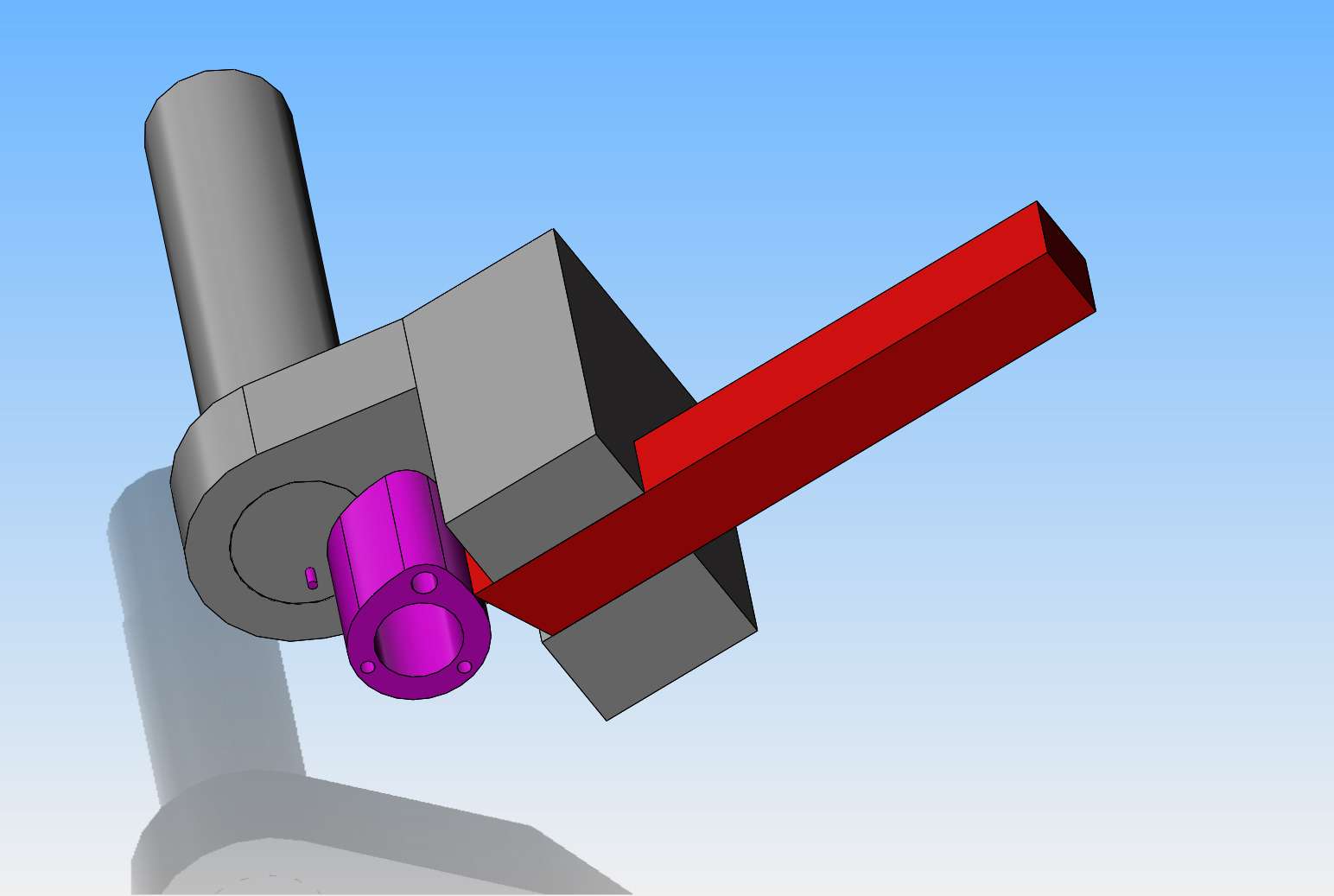
I'm happy that the new cam cutter worked. The cam I made is serviceable, and it's an exact match for the cam I used in my flathead (sidevalve) engine. I prefer my cams to be slightly larger, and as a comparison I have pulled up the cam that I used on my T-head engine. Vietti was right--this could have been done using a boring head with a left hand cutting tool in it. I don't have any left hand cutting tools for my boring head, and I kind of like having a dedicated tool that I can use to cut all of my cams. It wouldn't be used for anything else, and would be totally dedicated to cutting my cams and for nothing else. The larger cam as shown is suitable for a 3/8" diameter shaft, and can be bolted and pinned to the side of a gear.





![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)













































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)














