44-henry
Well-Known Member
- Joined
- Dec 5, 2008
- Messages
- 62
- Reaction score
- 22
Hello Henry,
Do you find that the use of Barbeque charcoal in case hardening is acceptable, or is this a modern synthetic substitute for willow charcoal, also what size "lumps" do you break the charcoal into? I am sure the size must make a difference to the colours obtained, I am about to use a 50/50 Wood, Bone charcoal mix, held close by wire wraps. I have tried to contact you via your old University E-mail address to no avail.
Regards,
Chris Buckingham.
France.
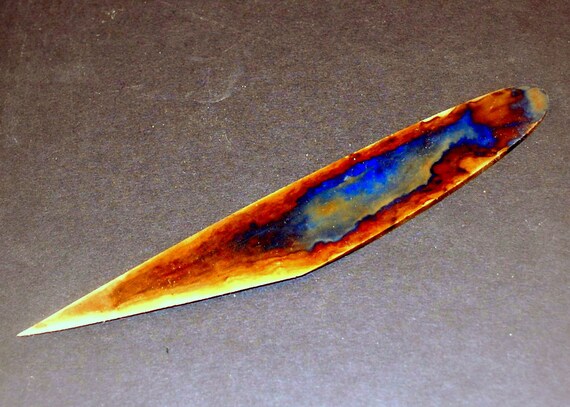
Sorry, I haven't been around for awhile, so forgive the late response. I have recently updated my profile with current info; however, I am still at the University. I have not personally attempted the use of briquettes, but I highly doubt they would work well due to the use of binders. My best results have come with the use of chemically pure charcoal. Brownells sells it, and so do some other companies. I have made charcoal in the past from wood, leather, fruit pits, and some other stuff I won't even mention, it works, but it is much less trouble to just buy the stuff from one of the above sources. It really isn't that expensive for the quantity that you will use. We use a fair amount at the lab, but for normal usage a couple buckets worth will last you a long time. I have even reclaimed it from the bottom of the tanks and, once dried, it works just fine and gives great colors.
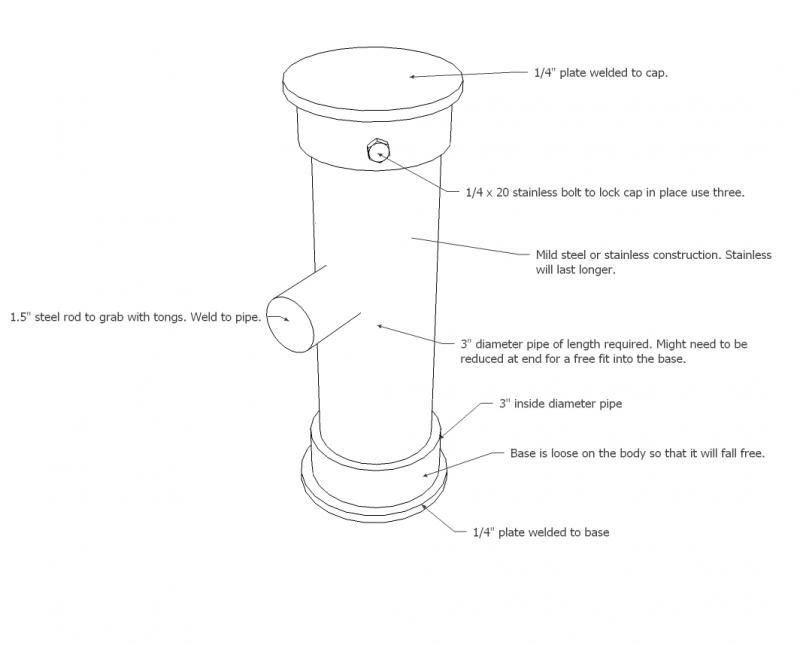
The size is important, Brownells lists the bone as 10x28 sieve size and the wood charcoal is #6 mesh. The wire wrap is a good idea, and your 50/50 mix is a good place to start.























![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)


















![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)