- Joined
- Dec 12, 2012
- Messages
- 2,220
- Reaction score
- 1,288
Well it all arrived safely.Silly me,ordered it from a Melbourne supplier,expecting it to come from Melbourne.Wrong it came direct from China
Arrived safely in 7 working days as promised,so no complaints
Unpacked and checked everything.Removed the read head transport screws and plugged everything in.Main power plug was not suitable but I had a spare
computer power lead which is OK.Checked all the axis and everything works ok
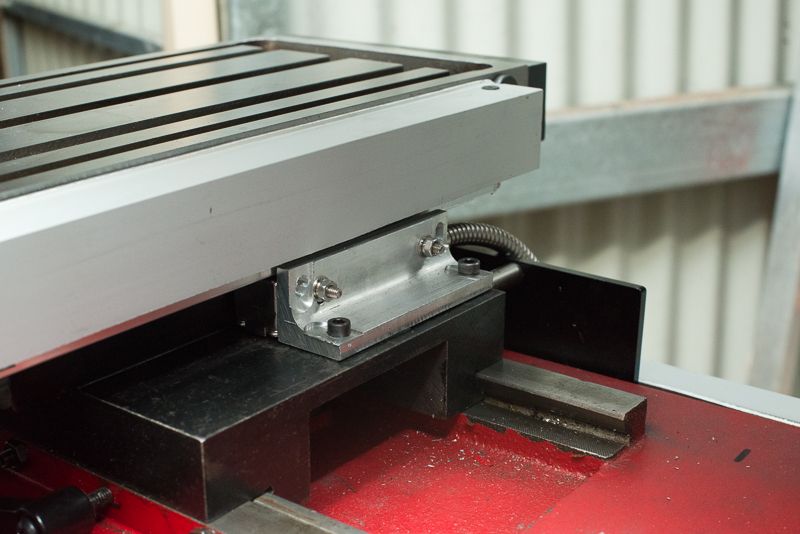
Max travels shown in photo and correspond with what I ordered.That will be all for now,i need to get some alum flat for the X axis where I will make a start
Unfortunately it 40oc outside and at least 60oc in my shed so too hot to work
The excerlent ? manual states thet the box is ABS plastic and will not tolerate high temps.May have to remove next summer.Any thoughts on high temp
detriment to the working unit ?
Arrived safely in 7 working days as promised,so no complaints
Unpacked and checked everything.Removed the read head transport screws and plugged everything in.Main power plug was not suitable but I had a spare
computer power lead which is OK.Checked all the axis and everything works ok
Max travels shown in photo and correspond with what I ordered.That will be all for now,i need to get some alum flat for the X axis where I will make a start
Unfortunately it 40oc outside and at least 60oc in my shed so too hot to work
The excerlent ? manual states thet the box is ABS plastic and will not tolerate high temps.May have to remove next summer.Any thoughts on high temp
detriment to the working unit ?






















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
















![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)