




Hi
There were different occasions where a ball turning tool would have been very useful for me. So, some days ago, i starded making one.
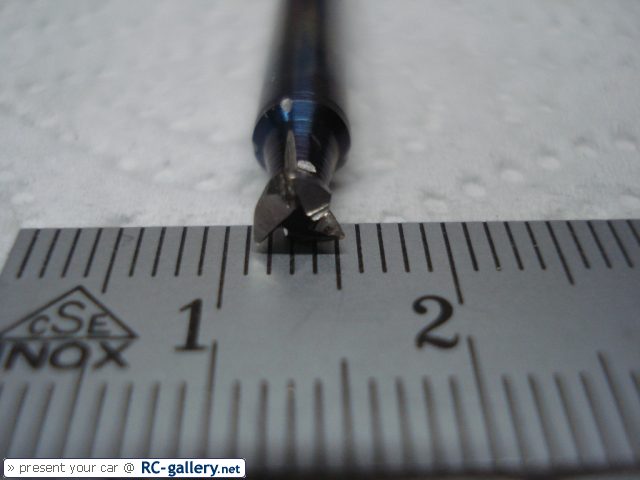
Because its for a watchmakers lathe, this ball turninig attachment had to be very small. And also the dove tail on the ball turning head. I then decided to make my own dovetail cutter because i didn't know any source which provides such small dovetail cutters. (Maybe there would have been some but im shure, they would be extremely expensive.) I made it from 5mm dia silversteel:


This is the screw to adjust the ball size. Its an M3 screw with 0.5mm pitch. The soldered-on brass disc has ten gradutation lines. I then can adjust the diameter in steps of 0.1 mm.

This is the fixed side of the ball turning head. Its slotted and the loose part of the ball turning head is clamped by 4 M2 screws. On the top, you can see the slot where the adjusting screw is guided:

And here the loose part of the ball turning head with two 4mm holes in the front to hold the hss bit.

And here both together:

Here the bearing block. I slotted it to minimize the play, i just need to tighten the three screws.

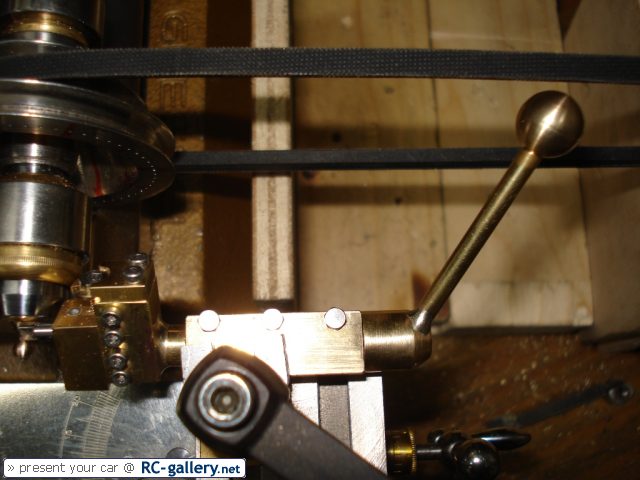
For giving you an idea how big the whole tool is (by the way, the ball on the lever was the first use of the tool)

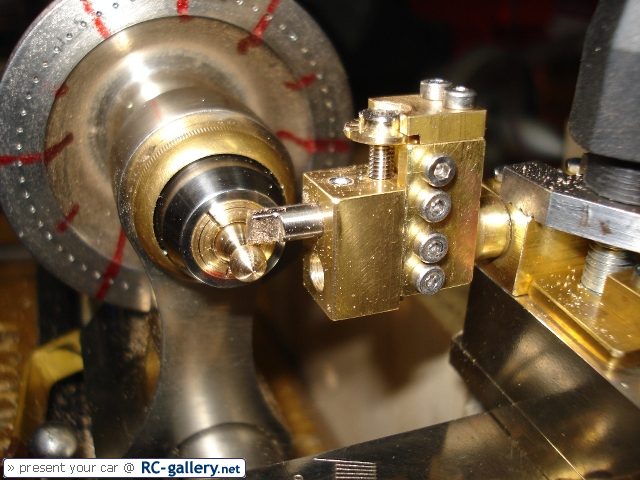
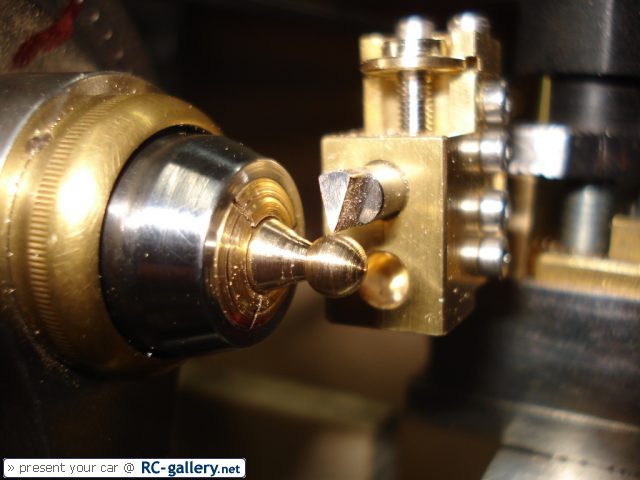
And three pictures showing the tool clamped onto the crossslide of my Wolf&Jahn Watchmakers Lathe:
Cheers Florian
ps: The ruler has a mm scale.
There were different occasions where a ball turning tool would have been very useful for me. So, some days ago, i starded making one.
Because its for a watchmakers lathe, this ball turninig attachment had to be very small. And also the dove tail on the ball turning head. I then decided to make my own dovetail cutter because i didn't know any source which provides such small dovetail cutters. (Maybe there would have been some but im shure, they would be extremely expensive.) I made it from 5mm dia silversteel:
This is the screw to adjust the ball size. Its an M3 screw with 0.5mm pitch. The soldered-on brass disc has ten gradutation lines. I then can adjust the diameter in steps of 0.1 mm.
This is the fixed side of the ball turning head. Its slotted and the loose part of the ball turning head is clamped by 4 M2 screws. On the top, you can see the slot where the adjusting screw is guided:
And here the loose part of the ball turning head with two 4mm holes in the front to hold the hss bit.
And here both together:
Here the bearing block. I slotted it to minimize the play, i just need to tighten the three screws.
For giving you an idea how big the whole tool is (by the way, the ball on the lever was the first use of the tool)
And three pictures showing the tool clamped onto the crossslide of my Wolf&Jahn Watchmakers Lathe:
Cheers Florian
ps: The ruler has a mm scale.





















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)



























![TurboCAD 2020 Designer [PC Download]](https://m.media-amazon.com/images/I/51UKfAHH1LL._SL500_.jpg)













