bezalel2000
Well-Known Member
- Joined
- May 8, 2011
- Messages
- 316
- Reaction score
- 7
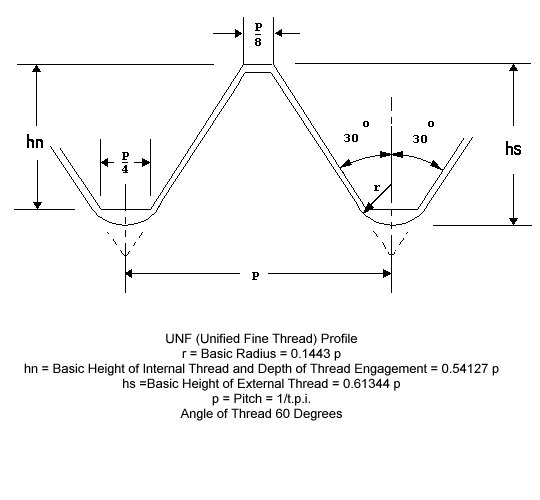
mklotz said:If you look at a thread diagram, you'll see that the depth of thread (sharp crest to flat root), is given geometrically by:
D = [[3/8]/tan(30)] / n = K / n
where:
n = thread pitch in tpi
and the thread angle is assumed to be 60 degrees (as it is for American and metric threads).
Doing the math , K evaluates to 0.649519
Simple Question
What is the general formula for thread depth? :shrug:
Now I know, thanks to Merv's and Rick, that for 60o threads thread depth per pitch can be calculated from a constant k = 0.65
I can also extrapolate from major/minor diameter charts that for;
Whitworth k = 0.64 and for,
BA k = 0.60
So how do I calculate it. ???
I know I could look up the chart, but with advancing years an A4 sheet is just big enough to accommodate the formula where I might previously tabulated the whole chart. ;D
Thanks
Bez
")