- Joined
- Jul 1, 2012
- Messages
- 475
- Reaction score
- 412
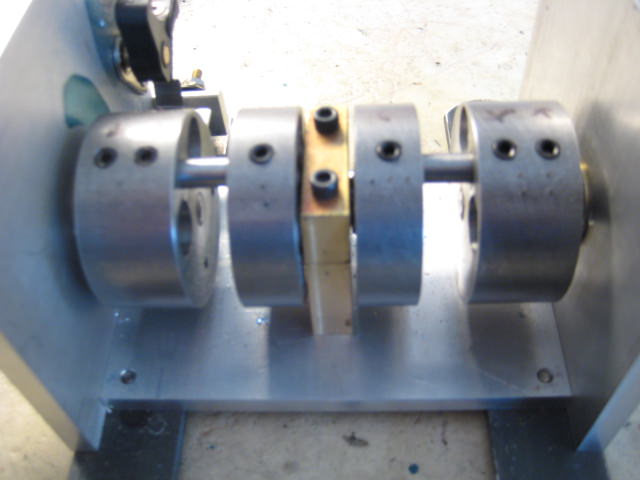
Hello friends
I would like to ask you on your opinion or what do you think about machining crankshaft from parts.
I have tried to build crank for my new 4 cyl. engine by this "method" but unfortunately crank is slightly
bent so I did something in wrong way.
All parts are hard soldered together then unneeded rods cut off .
IS POSSIBLE TO MAKE CRANKSHAFT IN THIS WAY ?
Thank you for your comment.
Pictures shows more.


I would like to ask you on your opinion or what do you think about machining crankshaft from parts.
I have tried to build crank for my new 4 cyl. engine by this "method" but unfortunately crank is slightly
bent so I did something in wrong way.
All parts are hard soldered together then unneeded rods cut off .
IS POSSIBLE TO MAKE CRANKSHAFT IN THIS WAY ?
Thank you for your comment.
Pictures shows more.




















![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)