arnoldb
Well-Known Member
- Joined
- Apr 8, 2009
- Messages
- 1,792
- Reaction score
- 12
I want a small turbine, and the great Mr. Elmer Verburg published plans for one. My build is loosely based on his design, and about the same size, but I'm taking some liberties and doing some things my way - which might just bite me in the back :big:
Having said that, I feel it is also VERY important to stress that turbine builds should not be taken lightly. At high pressures and very high rates of rotation even a small turbine can be a little bomb waiting to disintegrate - it is NOT the type of engine for people who are inclined to want to test engines "to destruction". My aim is to build a small breath-powered turbine for display purposes - nothing more. I really hope I can get it to run on breath power, but therein lies a problem; if it can run on breath power, it will be a dangerous engine if used on high pressure compressed air. From my research, a turbine needs to be built pretty darn accurately; the rotor needs to be as balanced as possible and tolerances should be kept tight.
Last Sunday afternoon I started off with a block of aluminium for the main engine body. This is my first deviation from Elmer's plans - which call for some pieces bolted together. I want to practice some milling techniques, hence the solid block. It was first flycut square on the mill:

Then marked out:
The main "steam port" was drilled out 2mm to the center of the block and then opened up to 4.2mm to be threaded for a 5mm steam connector. Then the block was centered up in the 4-jaw on the lathe. You can see the hole for the steam connector on the side. I'm using a sharp pin in the tailstock drill for alignment; this is accurate enough at this stage and gets me to within 0.02mm. I still can't center punch a hole accurate enough to use a DTI and center finder to beat this :") :
:

That lot was then center drilled, drilled 7.8mm and reamed through to 8mm:

Then drilled with a 19mm drill to a depth of 12mm at the drill's tip:

And bored out to 32mm diameter 12mm deep:

I then changed chucks - without removing the engine body from the 4-jaw, I fit the 3-jaw.
Elmer specified 2 bushes pressed in from both sides; I went for one bush - turned from some hex brass - turned to 8.02mm OD and drilled to 5.9mm and ready to be parted off:

After parting, it had a 0.2mm thick flange:

I then re-mounted the 4-jaw and pressed in the bush with a bit of aluminium gripped in the tailstock - with a smidge of bearing retainer to make sure it would stay put:

Yesterday (Saturday) was a total loss in the shop. The past week went from a high of watching UB40 live in concert on Thursday evening to a very low on Friday afternoon with the passing of my 15-year companion Chakie the wire-haired terrier. I've been expecting this for a while, but it still hit hard. Yesterday when I tried some shop time, there was an empty spot behind me where he used to make himself comfortable and I just couldn't get anything done.
The day was not entirely lost though; my neighbours are building extensions, and their builders needed access to my property to plaster some border walls. While my property was invaded thusly, I sub-contracted them to finish a long-outstanding job for me as well. The planter on my stoep was filled up and a concrete slab poured on top, so now I can get around to laying out my small "garden" railway:

A new day today, and I started off on the rotor. Some oversize aluminium turned down, and parted down part-way:

With the dividing head mounted in the mill vise, I started whittling away at it - at an angle chosen by eye:

My starting cut was a bit aggressive, and I broke one of the Richon Tools cutters on it. Purely my fault; a 2mm HSS cutter can not take a 2mm depth of cut at a silly feed rate - and 1200RPM is a bit slow for it as well :big: - So I settled back to an acceptable 0.6mm DOC and a sensible feed rate; I can't do anything about the spindle speed; that's max for my mill.
A little while later, and with a new angle on the cutter:

It would look (and maybe function) a lot better if I had a 2mm ball-nose for this. I'll include that on my next order.
On to the rotary table with the chuck, and poked some 5mm holes in the rotor to lighten it up a little:

Finally, back on the lathe, and drill 3.9mm deep enough for the 4mm reamer to ream out the center hole:

Part it off:

A year or so ago, parting off was one of my worst nightmares, and a challenge I set myself to conquer. It's not fully conquered yet, but improving all of the time. This was the result of the above parting - after I used a countersink to clean up the holes:

There's still a lot of rough bits, but a heck of a lot better than what I did in the past, and a lot less brown stuff in the pants!
A quick rub on some 600 emery, and no-one would be any the wiser - except for everyone reading this, that is :big::

It fits nicely in the block as well:

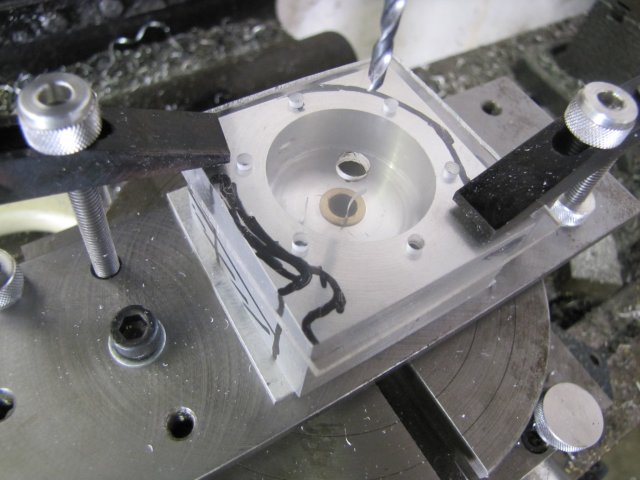
There was a short hiatus on tooling work to mount my tooling plate on the rotary table (which I'll post on my tooling thread), then I started on some mounting holes for a clear perspex cover for the engine - with 2.5mm holes drilled for threading M3:
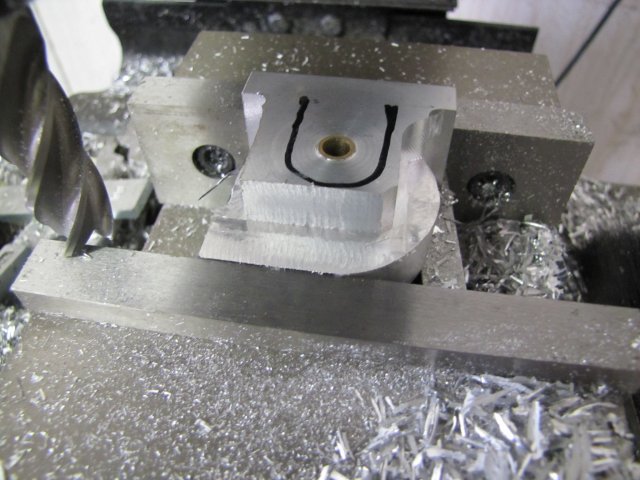
And a bit of fettling with a 6mm mill:

There's quite a bit of fettling to do, but time caught up, and I made the main shaft to check things out. My collet chuck is pretty accurate, but not good enough, so I clocked a bit of 6mm silver steel up in the 4-jaw - with less than 0.005mm run-out on the end, and turned it down to 4mm to fit the rotor, and then threaded it M4 to take a nut:

Where I ended up for today:

;D - at least, if I blow in the hole, it turns, but it looks like it will need an exhaust passage as well.
Regards, Arnold
Having said that, I feel it is also VERY important to stress that turbine builds should not be taken lightly. At high pressures and very high rates of rotation even a small turbine can be a little bomb waiting to disintegrate - it is NOT the type of engine for people who are inclined to want to test engines "to destruction". My aim is to build a small breath-powered turbine for display purposes - nothing more. I really hope I can get it to run on breath power, but therein lies a problem; if it can run on breath power, it will be a dangerous engine if used on high pressure compressed air. From my research, a turbine needs to be built pretty darn accurately; the rotor needs to be as balanced as possible and tolerances should be kept tight.
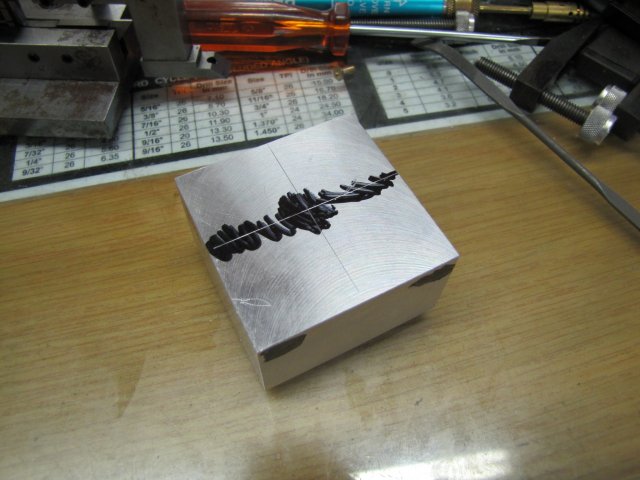
Last Sunday afternoon I started off with a block of aluminium for the main engine body. This is my first deviation from Elmer's plans - which call for some pieces bolted together. I want to practice some milling techniques, hence the solid block. It was first flycut square on the mill:
Then marked out:
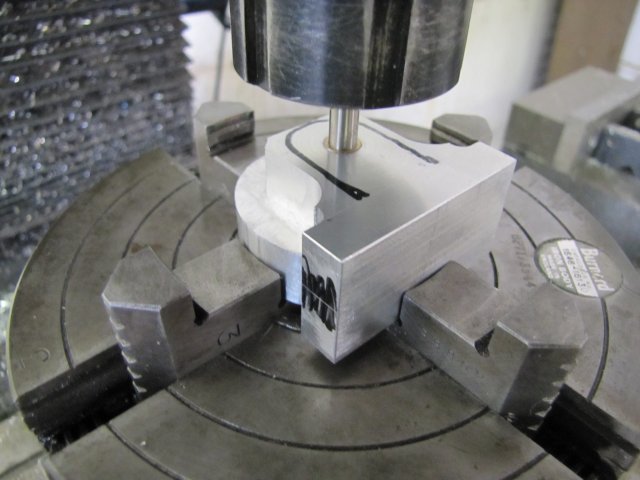
The main "steam port" was drilled out 2mm to the center of the block and then opened up to 4.2mm to be threaded for a 5mm steam connector. Then the block was centered up in the 4-jaw on the lathe. You can see the hole for the steam connector on the side. I'm using a sharp pin in the tailstock drill for alignment; this is accurate enough at this stage and gets me to within 0.02mm. I still can't center punch a hole accurate enough to use a DTI and center finder to beat this :
:
That lot was then center drilled, drilled 7.8mm and reamed through to 8mm:
Then drilled with a 19mm drill to a depth of 12mm at the drill's tip:
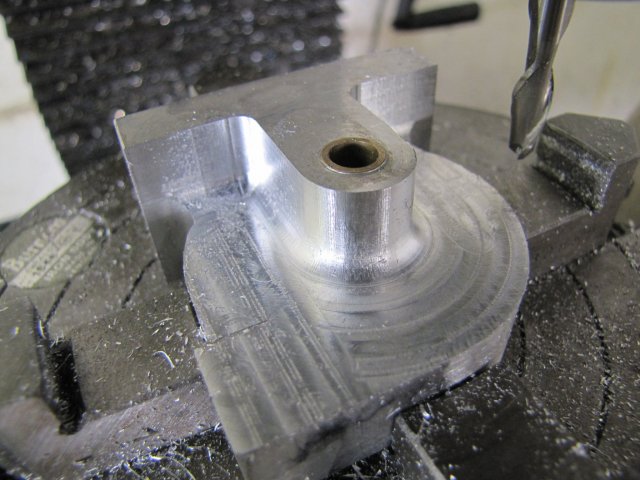
And bored out to 32mm diameter 12mm deep:
I then changed chucks - without removing the engine body from the 4-jaw, I fit the 3-jaw.
Elmer specified 2 bushes pressed in from both sides; I went for one bush - turned from some hex brass - turned to 8.02mm OD and drilled to 5.9mm and ready to be parted off:
After parting, it had a 0.2mm thick flange:
I then re-mounted the 4-jaw and pressed in the bush with a bit of aluminium gripped in the tailstock - with a smidge of bearing retainer to make sure it would stay put:
Yesterday (Saturday) was a total loss in the shop. The past week went from a high of watching UB40 live in concert on Thursday evening to a very low on Friday afternoon with the passing of my 15-year companion Chakie the wire-haired terrier. I've been expecting this for a while, but it still hit hard. Yesterday when I tried some shop time, there was an empty spot behind me where he used to make himself comfortable and I just couldn't get anything done.
The day was not entirely lost though; my neighbours are building extensions, and their builders needed access to my property to plaster some border walls. While my property was invaded thusly, I sub-contracted them to finish a long-outstanding job for me as well. The planter on my stoep was filled up and a concrete slab poured on top, so now I can get around to laying out my small "garden" railway:
A new day today, and I started off on the rotor. Some oversize aluminium turned down, and parted down part-way:
With the dividing head mounted in the mill vise, I started whittling away at it - at an angle chosen by eye:
My starting cut was a bit aggressive, and I broke one of the Richon Tools cutters on it. Purely my fault; a 2mm HSS cutter can not take a 2mm depth of cut at a silly feed rate - and 1200RPM is a bit slow for it as well :big: - So I settled back to an acceptable 0.6mm DOC and a sensible feed rate; I can't do anything about the spindle speed; that's max for my mill.
A little while later, and with a new angle on the cutter:
It would look (and maybe function) a lot better if I had a 2mm ball-nose for this. I'll include that on my next order.
On to the rotary table with the chuck, and poked some 5mm holes in the rotor to lighten it up a little:
Finally, back on the lathe, and drill 3.9mm deep enough for the 4mm reamer to ream out the center hole:
Part it off:
A year or so ago, parting off was one of my worst nightmares, and a challenge I set myself to conquer. It's not fully conquered yet, but improving all of the time. This was the result of the above parting - after I used a countersink to clean up the holes:
There's still a lot of rough bits, but a heck of a lot better than what I did in the past, and a lot less brown stuff in the pants!
A quick rub on some 600 emery, and no-one would be any the wiser - except for everyone reading this, that is :big::
It fits nicely in the block as well:
There was a short hiatus on tooling work to mount my tooling plate on the rotary table (which I'll post on my tooling thread), then I started on some mounting holes for a clear perspex cover for the engine - with 2.5mm holes drilled for threading M3:
And a bit of fettling with a 6mm mill:
There's quite a bit of fettling to do, but time caught up, and I made the main shaft to check things out. My collet chuck is pretty accurate, but not good enough, so I clocked a bit of 6mm silver steel up in the 4-jaw - with less than 0.005mm run-out on the end, and turned it down to 4mm to fit the rotor, and then threaded it M4 to take a nut:
Where I ended up for today:
;D - at least, if I blow in the hole, it turns, but it looks like it will need an exhaust passage as well.
Regards, Arnold